
Componenti in Grafite per Campi Termici: L'Accoppiamento con il Feltro di Carbonio

Quali modalità di trasferimento del calore dominano effettivamente all'interno di una zona calda?
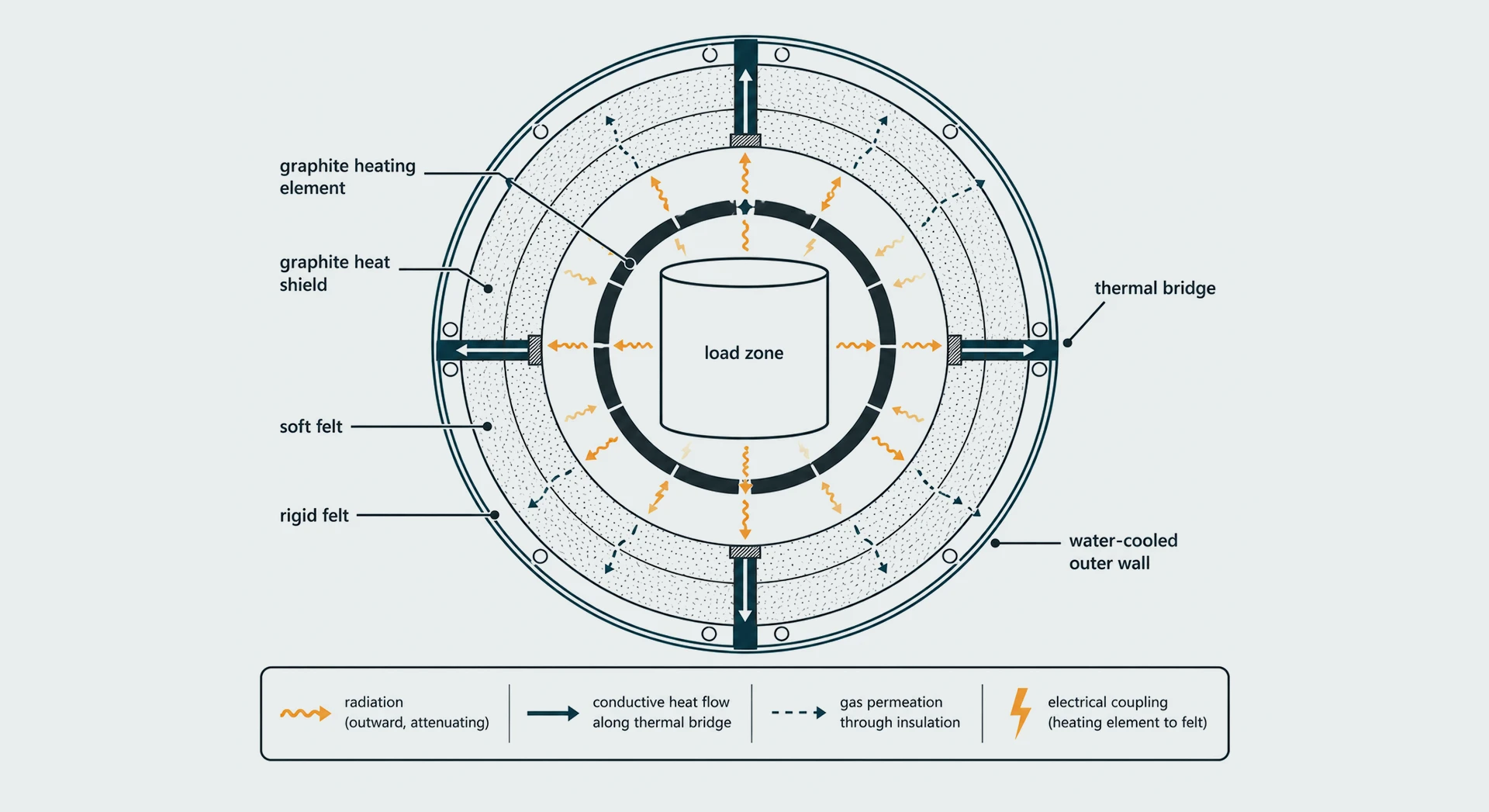
La maggior parte delle apparecchiature per campi termici opera in vuoto o in atmosfera inerte a bassa pressione. In queste condizioni, la densità del gas è bassa e il flusso è debole, quindi il trasferimento di calore convettivo contribuisce molto poco. Solo due meccanismi guidano il campo di temperatura: radiazione e conduzione.
Questo fatto ha una conseguenza che spesso viene trascurata in fase di specifica. I valori di conduttività termica che dominano le schede tecniche dei prodotti descrivono solo metà della storia. Nel servizio sotto vuoto, la emissività superficiale della grafite e lo spessore ottico del feltro di carbonio contano tanto quanto la conduttività — e a volte di più.
Una volta compreso questo, molti comportamenti del forno hanno senso. Perché sostituire un riscaldatore in grafite geometria cambia la temperatura della parete fredda anche con lo stesso spessore di feltro? Perché una sottile lamina di grafite applicata alla faccia calda di feltro rigido ridurre le perdite per irraggiamento in modo significativo? Perché la coppia di serraggio su un rivestimento in feltro morbido influisce sull'efficienza? Tutti e tre sono effetti di accoppiamento.
Accoppiamento per irraggiamento: la grafite definisce il confine, il feltro attenua il campo
La grafite come confine di irraggiamento
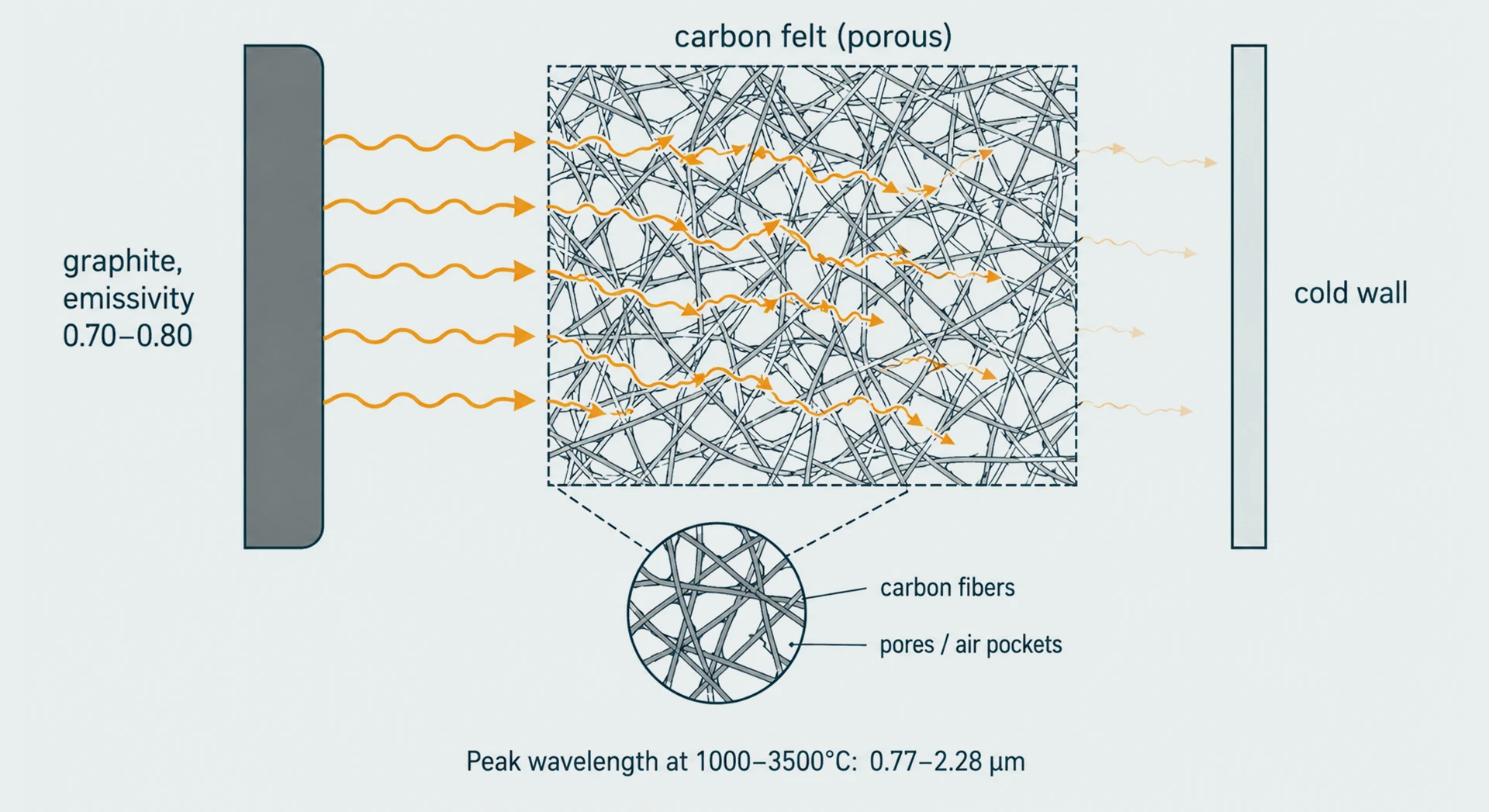
Gli ingegneri solitamente trattano la grafite come un corpo grigio ad alta emissività. Le tabelle di riferimento standard indicano l'emissività totale della grafite tra 0 e 3.600 °C come approssimativamente 0,70 a 0,80, a seconda delle condizioni della superficie — le superfici pressate, lavorate e lucidate si trovano in punti diversi all'interno dell'intervallo.
Le implicazioni:
• Un elemento riscaldante in grafite irradia sia verso l'interno, al carico, sia verso l'esterno, alla parete fredda.
• Gli scudi termici, i supporti e le guide di flusso in grafite sono nodi nella rete radiativa, non strutture passive.
• Qualsiasi cambiamento alle condizioni della superficie della grafite — deposizione, accumulo di ceneri, ossidazione, usura del rivestimento — sposta l'emissività e altera il campo di temperatura durante la vita utile.
Feltro di carbonio come mezzo partecipante
Il feltro di carbonio non è una coperta isolante passiva. La sua struttura porosa e il diametro delle fibre determinano come la radiazione si propaga attraverso di esso: per assorbimento, diffusione e riemissione.
La lunghezza d'onda dominante della radiazione termica si sposta con la temperatura, seguendo la legge di spostamento di Wien. Nell'intervallo di 1.000–3.500 °C, tipico del servizio in campo termico, le lunghezze d'onda di picco della radiazione rientrano tra 0,77 e 2,28 µm. Le strutture in feltro la cui dimensione dei pori e il diametro delle fibre disperdono o assorbono efficacemente in questa banda aumentano il coefficiente di attenuazione radiativa e abbassano la conduttività radiativa effettiva.
Ecco cosa significa realmente l'accoppiamento radiativo grafite-feltro: la grafite determina l'intensità e la geometria del campo di radiazione; il feltro determina come quel campo si propaga e decade attraverso lo strato isolante.Progettare l'uno senza l'altro compromette le prestazioni.
Perché comprimere il feltro morbido è un'arma a doppio taglio?
Il feltro di carbonio morbido è un materiale a bassa densità e alta porosità. Quando viene compresso durante l'assemblaggio, accadono due cose contemporaneamente:
1. Il contatto fibra-fibra solido-solido aumenta, la densità equivalente cresce e la conduzione termica in fase solida aumenta.
2. Lo spessore ottico aumenta, il materiale diventa più opaco alla radiazione e la trasmissione radiativa diminuisce.
Questi due effetti agiscono in direzioni opposte. Comprimere il feltro sopprime la dispersione radiativa, ma aumenta la conduzione solida. La resistenza termica netta può variare in entrambe le direzioni, a seconda della densità iniziale, della geometria delle fibre e di quanto il feltro viene compresso.
Il feltro rigido aggira la variabilità — è incollato e pre-compresso durante la produzione, quindi i parametri termici sono fissi e ripetibili. Ma rinuncia alla flessibilità geometrica del feltro morbido attorno a forme complesse. La scelta tra i due è, in fondo, una scelta tra flessibilità di assemblaggio e ripetibilità della resistenza termica.
Ponti termici: il punto di forza della grafite è anche il suo punto debole
La grafite conduce bene il calore. Questa è una caratteristica desiderabile quando si vuole una temperatura uniforme su un elemento riscaldante o un suscettore — il calore si diffonde in-plane e circonferenzialmente, attenuando i punti caldi. Diventa un punto debole ovunque una struttura in grafite colleghi la zona calda a un confine più freddo: supporti, elementi di fissaggio, conduttori di corrente, telai strutturali. Ciascuno forma un ponte termico ad alta conduttività che aggira l'isolamento.
La posizione, la sezione trasversale e la lunghezza del ponte spesso influenzano maggiormente la perdita di calore effettiva rispetto allo spessore del feltro.
In che misura la geometria modifica la reale rete di resistenza termica?
L'isolamento del campo termico è raramente un singolo blocco di materiale. È un assemblaggio multistrato e poche regole geometriche dominano le prestazioni reali:
• Sfasare i giunti. Gli strati di feltro adiacenti non dovrebbero mai condividere lo stesso piano di giunzione. Un'intercapedine a tutto spessore è un canale diretto per la radiazione e la permeazione di gas.
• Aumentare la resistenza tramite il numero di strati. Il feltro viene comunemente impilato in strati da 6 mm o 12 mm; i pannelli rigidi hanno spesso uno spessore di circa 25 mm. La resistenza totale si ottiene aggiungendo strati, non specificando lastre personalizzate più spesse.
• Trattare angoli, penetrazioni e porte di osservazione come problemi di progettazione. I passaggi per termocoppie, i condotti per elettrodi e gli oblò sono i punti in cui si originano punti caldi locali e zone calde a parete fredda.
Due assemblaggi costruiti con materiali identici possono mostrare conduttività effettive che differiscono di diverse volte, basandosi puramente su questi dettagli. La geometria è parte dell'accoppiamento, non un ripensamento da lasciare al reparto di fabbricazione.
Perché la grafite isostatica è lo standard per i componenti della zona calda
Una volta che il quadro dell'accoppiamento è chiaro, la domanda di produzione si inverte. Invece di chiedere quale grafite sia la migliore, la domanda diventa: quale percorso di produzione della grafite fornisce le proprietà superficiali e di massa di cui il sistema accoppiato ha bisogno?
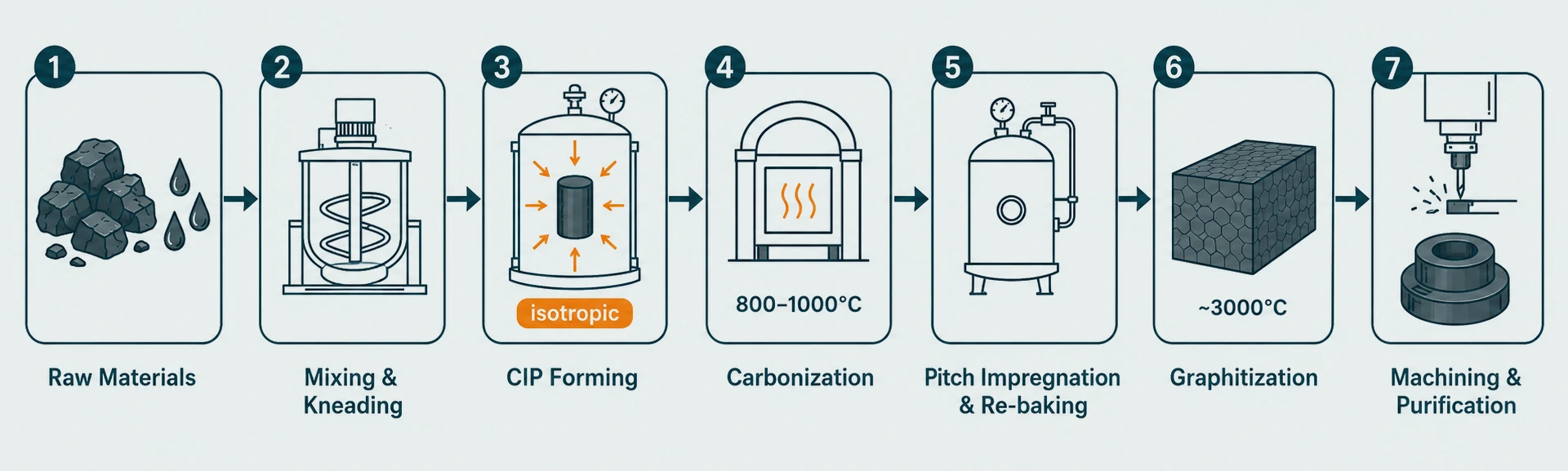
Il processo di produzione della grafite sintetica utilizzato per i componenti della zona calda si svolge tipicamente come segue:
1. Materie prime e formulazione. Il coke di petrolio o il coke aghiforme funge da riempitivo; il pece di catrame di carbone è il legante. Calcinazione, macinazione e classificazione delle particelle definiscono la struttura granulare.
2. Miscelazione e impastamento. Il coke macinato e il pece vengono combinati in un miscelatore riscaldato; il pece fuso riveste le particelle di coke e penetra nella loro struttura porosa per formare una massa modellabile.
3. Formatura. Tre metodi principali — estrusione (elettrodi, barre), stampaggio a matrice o stampaggio a vibrazione (blocchi di grandi dimensioni) e pressatura isostatica a freddo (CIP).
4. Carbonizzazione. Il corpo crudo viene cotto in atmosfera inerte, tipicamente a 800–1.000 °C, convertendo il pitch in coke legante con significativa perdita di massa e degassamento.
5. Impregnazione con pitch e ricottura. Il corpo di carbonio poroso viene impregnato con pitch sotto vuoto o pressione, quindi ricotto, aumentandone la densità e la resistenza.
6. Grafitizzazione. Il materiale viene riscaldato a circa 3.000 °C in forni elettrici, convertendo il carbonio amorfo in una struttura cristallina grafitica. Questa fase definisce il tetto di prestazione.
7. Finitura. Lavorazione meccanica per la geometria finale, più purificazione o rivestimento superficiale opzionali a seconda dell'applicazione.
Tra i tre metodi di formatura, il CIP produce la microstruttura più isotropa e a grana più fine. L'isotropia è fondamentale perché l'espansione termica, la resistività elettrica e la conduttività termica convergono su tutti e tre gli assi — il che si traduce direttamente in un riscaldamento uniforme su un elemento, una geometria radiativa stabile su uno scudo termico e una consistenza dimensionale su un supporto. L'estrusione ha una maggiore produttività ma introduce un orientamento della grana che diventa uno svantaggio ovunque l'uniformità della temperatura sia l'obiettivo.
Una conseguenza pratica: gli elementi riscaldanti in grafite non vengono quasi mai formati nella loro forma finale durante il processo di trasformazione da carbonio a grafite. I produttori realizzano blocchi o piastre che soddisfano gli obiettivi elettrici, termici e di purezza, e poi li lavorano con precisione per ottenere le geometrie degli elementi. Il metodo CIP rende questo flusso di lavoro "prima il blocco, poi la lavorazione" lo standard pratico per i riscaldatori ad alte prestazioni.
Feltro morbido, feltro rigido, e trattamento superficiale
L'isolamento in fibra di carbonio si divide in due famiglie in base alla lavorazione:
• Feltro morbido —pannelli in fibra non compattati a bassa densità. Flessibili durante l'assemblaggio, ma la resistenza termica varia con la compressione.
• Feltro rigido —incollato e pre-compresso durante la produzione, a volte con una laminazione superficiale. I parametri termici sono fissi; la geometria è stabile.
Scegliere tra i due in fase di progettazione è in realtà una scelta tra la flessibilità di assemblaggio e la ripetibilità della resistenza termica. Non esiste una risposta universalmente corretta: dipende se la geometria della zona calda tollera un rivestimento di forma fissa o richiede conformabilità.
Feltro rigido è spesso abbinato a un trattamento della superficie calda: una lamina di grafite sovrapposizione, un rivestimento in tessuto di carbonio o un sottile strato. Lo scopo è abbassare l'emissività effettiva della superficie calda, aumentare la frazione di radiazione riflessa nella zona riscaldata e proteggere il feltro dall'erosione dei gas di processo o dal flusso di gas di tempra. Rapporti pubblicati indicano che l'interposizione di strati di lamina tra feltro rigido fogli può produrre un miglioramento dal 5% al 35% nell'efficacia dell'isolamento — un guadagno diretto basato sull'accoppiamento, utilizzando la riflettanza radiativa della lamina per rafforzare l'attenuazione intrinseca del feltro.
Lamina di grafite e rivestimenti in SiC: materiali diversi, logiche di processo diverse
Il processo di produzione della lamina di grafite non ha quasi nulla in comune con la grafite sintetica. Proviene dalla grafite naturale attraverso intercalazione, esfoliazione e calandratura:
1. Acidi fortemente ossidanti si intercalano tra gli strati di grafite, formando un composto di intercalazione della grafite (GIC).
2. Il lavaggio produce grafite espandibile.
3. Il riscaldamento rapido provoca la separazione degli strati, producendo grafite esfoliata "a vermicello".
4. La calandratura lamina il materiale esfoliato in un foglio sottile.
Il valore di lamina di grafite risiede nella sua flessibilità e tagliabilità. Serve come materiale per guarnizioni e sigillanti in alcune applicazioni, e come barriera di radiazione interstrato all'interno di feltro rigido assemblaggi in altre.
Rivestimenti in carburo di silicio (SiC) appartengono a una categoria di processo diversa. In servizi ad alta purezza o ad alta erosione — crescita di cristalli di SiC, epitassia, certi processi CVD — grafite isostatica le superfici sono rivestite con un sottile strato di SiC tramite deposizione chimica da vapore, tipicamente oltre i 1.200 °C. Il rivestimento aumenta la resistenza alla corrosione e all'erosione, prolunga la vita utile e riduce la contaminazione veicolata dalla grafite. Non è un ripensamento finale: il rivestimento modifica l'emissività e la rugosità della superficie, rendendolo parte dell'accoppiamento radiativo.
Guida pratica alla selezione dal punto di vista dell'accoppiamento
Tradotta nella pratica progettuale, la prospettiva dell'accoppiamento fornisce alcune regole stabili:
1. Non valutare i componenti in grafite e il feltro di carbonio in modo indipendente. Definisci prima gli obiettivi della zona calda — tolleranza di uniformità, temperatura di picco, limite della parete fredda, budget di degassamento — quindi procedi a ritroso per determinare la combinazione di materiali.
2. Nelle applicazioni sottovuoto, dai uguale importanza all'emissività e allo spessore ottico, non solo alla conduttività termica. Questi sono i parametri più spesso trascurati nella fase di specifica.
3. Considera la compressione del feltro morbido come variabile di progettazione, non una decisione da prendere in fase di fabbricazione. Stabilisci il rapporto di compressione in fase di progettazione e applicalo tramite feltro rigido, fermi meccanici o intelaiature.
4. Identifica i percorsi dei ponti termici in fase di progettazione. Ogni supporto, elemento di fissaggio, conduttore e passante ha una valutazione equivalente di perdita di calore che dovrebbe essere stimata, non scoperta.
5. Lo sfalsamento dei giunti, il rinforzo degli angoli e la progettazione delle penetrazioni producono differenze di resistenza maggiori rispetto alla sostituzione dei materiali. Dedica tempo alla progettazione di questi dettagli.
6. Prevedi un margine per la deriva superficiale. Deposizione, ceneri, ossidazione e usura del rivestimento alterano l'emissività nel corso della vita utile. Specificare il sistema affinché tolleri la deriva a variazione lenta, non solo le condizioni iniziali.
Perché la produzione verticalmente integrata è importante qui
Le prestazioni del campo termico sono una questione di sistema, non di singolo materiale. Un verticalmente integrato produttore che produce grafite, feltro di carbonio, componenti in CFC, foglio di grafitee rivestimenti sotto lo stesso tetto offre un vantaggio strutturale nella progettazione attenta all'accoppiamento:
• La dimensione del grano, la purezza e l'isotropia della grafite possono essere specificate in base alle proprietà radiative degli schermi termici e del feltro abbinati.
• La densità, lo spessore e il trattamento superficiale del feltro morbido e rigido possono essere regolati in base all'emissività dei componenti in grafite.
• Gli schemi di assemblaggio, la sfalsatura dei giunti e la gestione dei ponti possono essere progettati fin dalla fase del materiale, non aggiunti in seguito.
I fornitori di un singolo materiale possono ottimizzare solo all'interno dei confini del proprio prodotto. Non possono superare il confine grafite-feltro-foglio-rivestimento che determina effettivamente il comportamento della zona calda. Questa lacuna è il motivo per cui Max Graphite si posiziona come produttore dalla materia prima al componente finito, piuttosto che come rivenditore da catalogo — il valore dei materiali per campi termici si manifesta a livello di sistema, e il livello di sistema richiede tutti i materiali.
Questo è ciò che Eccellenza Accessibile significa in termini ingegneristici: rendere disponibile l'abbinamento a livello di sistema di materiali per campi termici ad alte prestazioni al di là dei pochi team di ingegneri con relazioni profonde in ogni anello della catena di fornitura.
Parliamone
Lavorate su un forno a vuoto, un reattore per la crescita di cristalli o un sistema di trattamento termico ad alta temperatura? Parlate con il nostro team di ingegneri della selezione di componenti in grafite, feltro e CFC — dalla materia prima al componente finito, sotto lo stesso tetto.

Max Graphite: Produttore di Grafite Verticalmente Integrato in Cina

Come i componenti in grafite influenzano la qualità dei cristalli di carburo di silicio
