
Componentes de Grafito para Campos Térmicos: El Acoplamiento con Fieltro de Carbono

¿Qué modos de transferencia de calor dominan realmente dentro de una zona caliente?
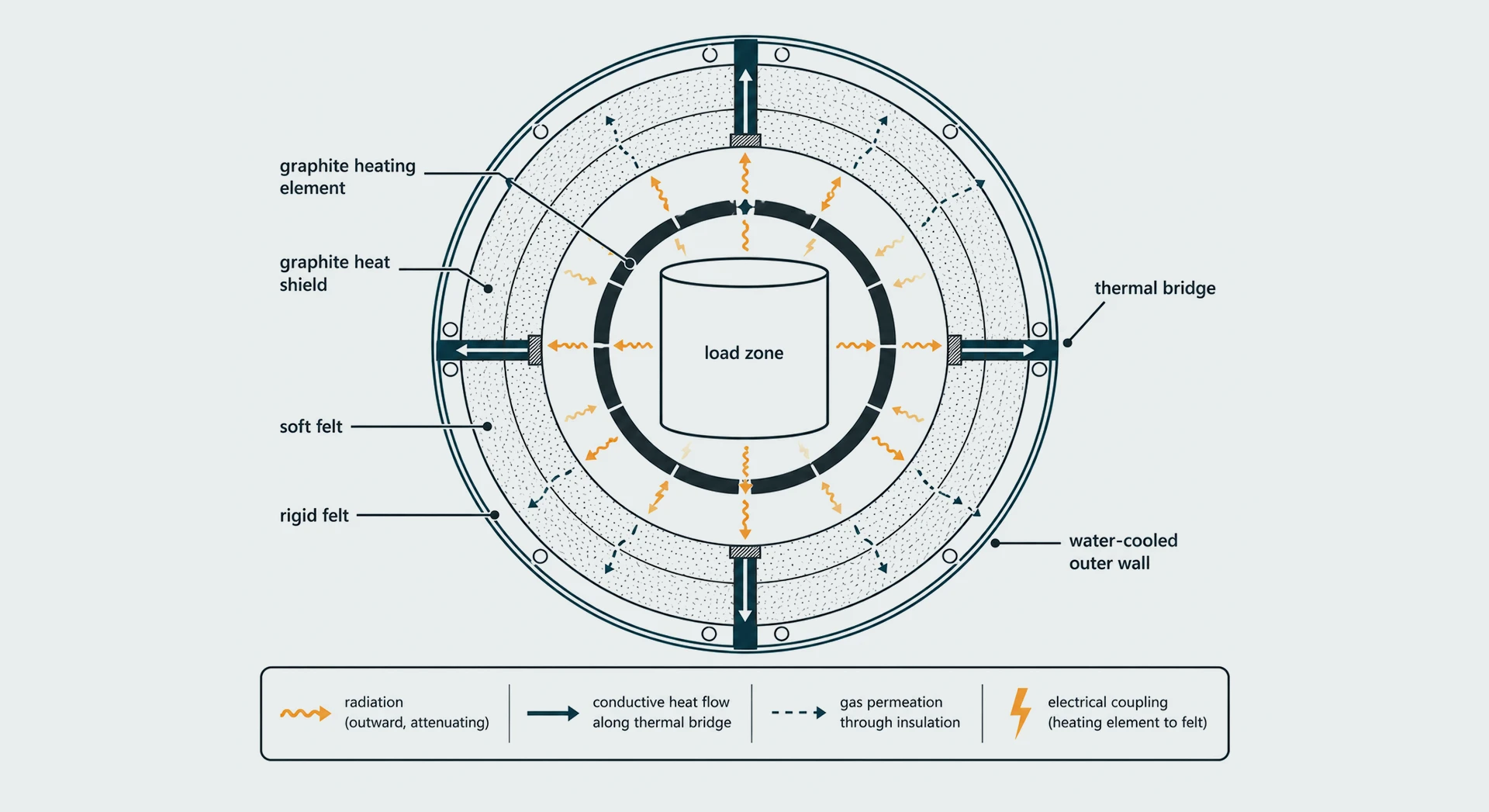
La mayoría de los equipos de campo térmico operan en vacío o en atmósfera inerte de baja presión. Bajo esas condiciones, la densidad del gas es baja y el flujo es débil, por lo que la transferencia de calor por convección contribuye muy poco. Solo dos mecanismos impulsan el campo de temperatura: la radiación y la conducción.
Este hecho tiene una consecuencia que a menudo se pasa por alto en la etapa de especificación. Los valores de conductividad térmica que dominan las hojas de datos de los productos solo describen la mitad de la historia. En servicio de vacío, la emisividad superficial del grafito y el espesor óptico del fieltro de carbono importan tanto como la conductividad — y a veces más.
Una vez comprendido esto, mucho del comportamiento del horno tiene sentido. ¿Por qué al cambiar una resistencia de grafito geometría cambia la temperatura de la pared fría incluso con el mismo espesor de fieltro? ¿Por qué una delgada lámina de grafito aplicada a la cara caliente de fieltro rígido reducir las pérdidas por radiación de forma notable? ¿Por qué el par de apriete en un revestimiento de fieltro blando influye en la eficiencia? Los tres son efectos de acoplamiento.
Acoplamiento por radiación: el grafito establece el límite, el fieltro atenúa el campo
Grafito como límite de radiación
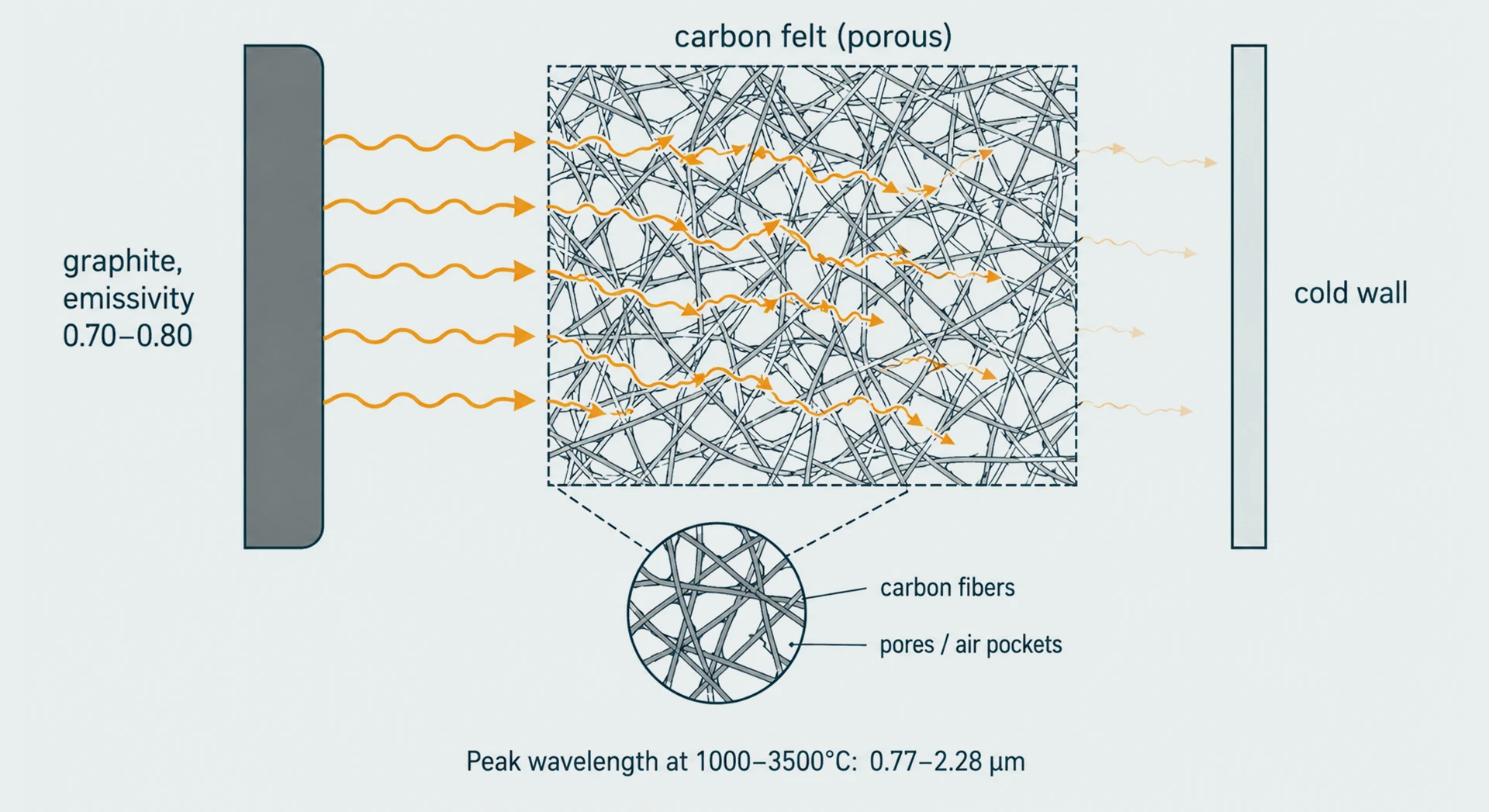
Los ingenieros suelen tratar el grafito como un cuerpo gris de alta emisividad. Las tablas de referencia estándar indican que la emisividad total del grafito entre 0 y 3600 °C es aproximadamente 0.70 a 0.80, dependiendo de la condición de la superficie — las superficies prensadas, mecanizadas y pulidas se sitúan en diferentes puntos dentro de este rango.
Las implicaciones:
• Un elemento calefactor de grafito irradia tanto hacia el interior, a la carga, como hacia el exterior, a la pared fría.
• Los escudos térmicos, soportes y guías de flujo de grafito son nodos en la red radiativa, no estructuras pasivas.
• Cualquier cambio en la condición de la superficie del grafito — deposición, acumulación de cenizas, oxidación, desgaste del recubrimiento — modifica la emisividad y desplaza el campo de temperatura a lo largo de la vida útil.
Fieltro de carbono como medio participante
El fieltro de carbono no es una manta aislante pasiva. Su estructura de poros y el diámetro de sus fibras determinan cómo se propaga la radiación a través de él: por absorción, dispersión y reemisión.
La longitud de onda dominante de la radiación térmica varía con la temperatura, siguiendo la ley de desplazamiento de Wien. En el rango de 1000 a 3500 °C, típico del servicio en campos térmicos, las longitudes de onda de radiación máxima se sitúan entre 0.77 y 2.28 µm. Las estructuras de fieltro cuyo tamaño de poro y diámetro de fibra dispersan o absorben eficientemente en esta banda aumentan el coeficiente de atenuación radiativa y reducen la conductividad radiativa efectiva.
Esto es lo que realmente significa el acoplamiento de radiación de fieltro de grafito: el grafito determina la intensidad y la geometría del campo de radiación; el fieltro determina cómo ese campo se propaga y decae a través de la capa de aislamiento.Diseñar uno sin el otro sacrifica rendimiento.
¿Por qué comprimir fieltro blando tiene doble filo?
Fieltro de carbono blando es un material de baja densidad y alta porosidad. Cuando se comprime durante el montaje, ocurren dos cosas al mismo tiempo:
1. El contacto sólido entre fibras aumenta, la densidad equivalente se eleva y la conducción térmica en fase sólida sube.
2. El espesor óptico aumenta, el material se vuelve más opaco a la radiación y la transmisión radiativa disminuye.
Estos dos efectos actúan en direcciones opuestas. Comprimir el fieltro suprime la fuga radiativa, pero aumenta la conducción sólida. La resistencia térmica neta puede variar en cualquier sentido, dependiendo de la densidad inicial, la geometría de la fibra y la fuerza con la que se presiona el fieltro.
Fieltro rígido evita la variabilidad — se une y precomprime durante la fabricación, por lo que los parámetros térmicos son fijos y repetibles. Pero renuncia a la flexibilidad geométrica del fieltro blando alrededor de formas complejas. La elección entre ambos es, en esencia, una elección entre la flexibilidad de montaje y la repetibilidad de la resistencia térmica.
Puentes térmicos: la fortaleza del grafito es también su desventaja
El grafito conduce bien el calor. Esto es una ventaja cuando se desea una temperatura uniforme en un elemento calefactor o susceptor — el calor se propaga en el plano y circunferencialmente, suavizando los puntos calientes. Se convierte en una desventaja dondequiera que una estructura de grafito conecta la zona caliente con un límite más frío: soportes, sujetadores, cables conductores de corriente, marcos estructurales. Cada uno forma un puente térmico de alta conductividad que puentea el aislamiento.
La ubicación, la sección transversal y la longitud del puente a menudo importan más para la pérdida de calor real que el espesor del fieltro.
¿Cuánto cambia la geometría la red de resistencia térmica real?
El aislamiento de campo térmico rara vez es un solo bloque de material. Es un conjunto multicapa, y unas pocas reglas geométricas dominan el rendimiento real:
• Escalonar las juntas. Las capas de fieltro adyacentes nunca deben compartir el mismo plano de unión. Un hueco pasante es un canal directo de radiación y permeación de gases.
• Aumentar la resistencia mediante el número de capas. El fieltro se apila comúnmente en capas de 6 mm o 12 mm; los paneles de tablero rígido suelen tener unos 25 mm. La resistencia total se consigue añadiendo capas, no especificando losas personalizadas más gruesas.
• Tratar las esquinas, las perforaciones y las mirillas como problemas de diseño. Los pasamuros de termopares, los pasos de electrodos y las mirillas son el origen de los puntos calientes locales y las zonas calientes de pared fría.
Dos conjuntos construidos con materiales idénticos pueden mostrar conductividades efectivas que difieren varias veces basándose puramente en estos detalles. La geometría forma parte del acoplamiento, no un detalle secundario en la fase de fabricación.
Por qué el grafito isostático es la opción por defecto para los componentes de la zona caliente
Una vez que se comprende el acoplamiento, la pregunta de fabricación se invierte. En lugar de preguntar qué grafito es el mejor, la pregunta pasa a ser: ¿qué ruta de producción de grafito ofrece las propiedades superficiales y volumétricas que el sistema acoplado necesita?
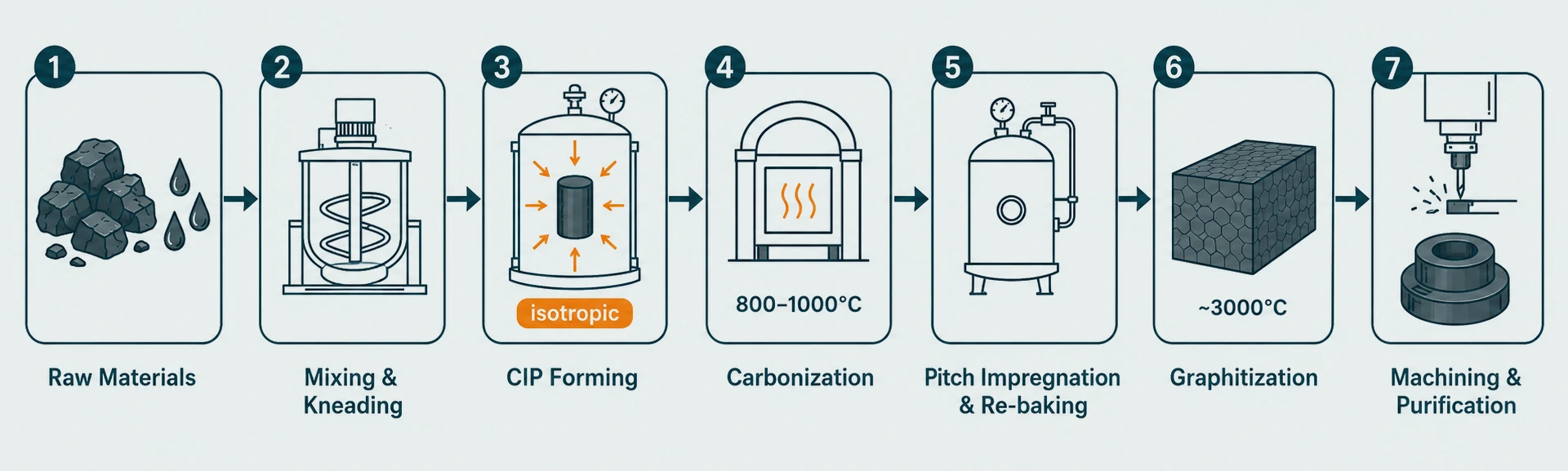
El proceso de grafito sintético utilizado para los componentes de la zona caliente suele ser el siguiente:
1. Materias primas y formulación. El coque de petróleo o el coque de aguja sirven como relleno; la brea de alquitrán de hulla es el aglutinante. La calcinación, la molienda y la clasificación de partículas establecen la estructura del grano.
2. Mezclado y amasado. El coque molido y la brea se combinan en una mezcladora calentada; la brea fundida recubre las partículas de coque y penetra en su estructura porosa para formar una masa moldeable.
3. Conformado. Tres vías principales: extrusión (electrodos, varillas), moldeo por compresión o moldeo por vibración (bloques grandes) y prensado isostático en frío (CIP).
4. Carbonización. El cuerpo verde se cuece en atmósfera inerte, típicamente a 800–1.000 °C, convirtiendo el alquitrán en coque aglomerante con una pérdida de masa y desgasificación significativas.
5. Impregnación con alquitrán y recocido. El cuerpo de carbono poroso se impregna con alquitrán bajo vacío o presión, y luego se recoce, aumentando la densidad y la resistencia.
6. Grafitización. El material se calienta a aproximadamente 3.000 °C en hornos eléctricos, convirtiendo el carbono amorfo en una estructura cristalina grafítica. Este paso define el límite de rendimiento.
7. Acabado. Mecanizado a la geometría final, más purificación o recubrimiento superficial opcional según la aplicación.
Entre las tres rutas de conformado, el CIP produce la microestructura más isotrópica y de grano más fino. La isotropía es importante porque la expansión térmica, la resistividad eléctrica y la conductividad térmica convergen en los tres ejes, lo que se traduce directamente en un calentamiento uniforme en todo un elemento, una geometría radiante estable en un escudo térmico y una consistencia dimensional en un soporte. La extrusión tiene un mayor rendimiento, pero introduce una orientación del grano que se convierte en un inconveniente siempre que el objetivo sea la uniformidad de la temperatura.
Una consecuencia práctica: los elementos calefactores de grafito casi nunca se les da su forma final durante el proceso de conversión de carbono a grafito. Los fabricantes producen bloques o placas que cumplen los objetivos eléctricos, térmicos y de pureza, y luego los mecanizan con precisión para obtener geometrías de elementos. La ruta CIP convierte este flujo de trabajo de «primero el bloque, luego el mecanizado» en el estándar práctico para calentadores de alto rendimiento.
Fieltro blando, fieltro rígido, y tratamiento superficial
El aislamiento de fibra de carbono se divide en dos familias según su procesamiento:
• Fieltro blando —mantas de fibra sin compactar y de baja densidad. Flexibles durante el montaje, pero la resistencia térmica varía con la compresión.
• Fieltro rígido —unido y precomprimido durante la fabricación, a veces con una laminación superficial. Los parámetros térmicos son fijos; la geometría es estable.
Elegir entre ambos en la fase de diseño es, en realidad, una elección entre la flexibilidad de montaje y la repetibilidad de la resistencia térmica. No hay una respuesta universalmente correcta; depende de si la geometría de la zona caliente tolera un revestimiento de forma fija o requiere conformabilidad.
Fieltro rígido a menudo se combina con un tratamiento de la cara caliente: una lámina de grafito superpuesta, una cubierta de tela de carbono o un recubrimiento delgado. El propósito es reducir la emisividad efectiva de la cara caliente, aumentar la fracción de radiación reflejada de vuelta a la zona calentada y proteger el fieltro de la erosión por gases de proceso o del flujo de gases de enfriamiento. Los informes publicados indican que intercalar capas de lámina entre fieltro rígido puede producir una mejora del 5% al 35% en la eficacia del aislamiento — una ganancia basada en el acoplamiento directo, utilizando la reflectancia radiativa de la lámina para reforzar la atenuación intrínseca del fieltro.
Lámina de grafito y recubrimientos de SiC: diferentes materiales, diferente lógica de proceso
La ruta de fabricación de la lámina de grafito no tiene casi nada en común con el grafito sintético. Procede del grafito natural a través de intercalación, exfoliación y calandrado:
1. Los ácidos oxidantes fuertes se intercalan entre las capas de grafito, formando un compuesto de intercalación de grafito (CIG).
2. El lavado produce grafito expandible.
3. El calentamiento rápido provoca la separación de las capas, produciendo grafito exfoliado "en forma de gusano".
4. El calandrado convierte el material exfoliado en una lámina delgada.
El valor del grafito en láminas radica en su flexibilidad y facilidad de corte. Sirve como material para juntas y sellos en algunas aplicaciones, y como barrera de radiación intercapa dentro de fieltro rígido conjuntos en otras.
Recubrimientos de carburo de silicio (SiC) pertenecen a una categoría de proceso diferente. En servicios de alta pureza o alta erosión —crecimiento de cristales de SiC, epitaxia, ciertos procesos CVD— el grafito isostático se recubre con una fina capa de SiC mediante deposición química de vapor, típicamente por encima de los 1.200 °C. El recubrimiento aumenta la resistencia a la corrosión y la erosión, prolonga la vida útil y reduce la contaminación transportada por el grafito. No es un detalle de acabado secundario: el recubrimiento cambia la emisividad y la rugosidad de la superficie, convirtiéndolo en parte del acoplamiento de radiación.
Guía práctica de selección desde la perspectiva del acoplamiento
Traducida a la práctica del diseño, la perspectiva del acoplamiento arroja algunas reglas estables:
1. No evalúe los componentes de grafito y el fieltro de carbono de forma independiente. Defina primero los objetivos de la zona caliente —tolerancia de uniformidad, temperatura máxima, límite de pared fría, presupuesto de desgasificación— y luego trabaje a la inversa para determinar la combinación de materiales.
2. En servicio de vacío, dé la misma importancia a la emisividad y al espesor óptico, no solo a la conductividad térmica. Estos son los parámetros que con mayor frecuencia se pasan por alto en la etapa de especificación.
3. Considere el fieltro blando la compresión como una variable de diseño, no como una decisión del taller de fabricación. Fije la relación de compresión en la etapa de diseño y hágalo cumplir mediante fieltro rígido, topes mecánicos o enmarcado.
4. Identifique las rutas de puentes térmicos en la mesa de dibujo. Cada soporte, sujetador, cable y pasamuros tiene una clasificación equivalente de pérdida de calor que debe estimarse, no descubrirse.
5. El escalonamiento de juntas, el refuerzo de esquinas y el diseño de penetraciones producen mayores diferencias de resistencia que el intercambio de materiales. Dedique tiempo de diseño a estos detalles.
6. Deje un margen para la deriva de la superficie. La deposición, la ceniza, la oxidación y el desgaste del recubrimiento alteran la emisividad a lo largo de la vida útil. Diseñe el sistema para que tolere la deriva de variables lentas, no solo las condiciones del primer día.
Por qué la fabricación integrada verticalmente es importante aquí
El rendimiento del campo térmico es una cuestión de sistema, no de un solo material. Un integrado verticalmente fabricante que produce grafito, fieltro de carbono, componentes de CFC, lámina de grafitoy recubrimientos bajo un mismo techo ofrece una ventaja estructural en el diseño que considera el acoplamiento:
• El tamaño de grano, la pureza y la isotropía del grafito se pueden especificar en función de las propiedades radiativas de los escudos térmicos y el fieltro correspondientes.
• Fieltro blando y rígido —su densidad, espesor y tratamiento superficial— se pueden ajustar a la emisividad de las piezas de grafito.
• Los esquemas de montaje, el escalonamiento de las uniones y la gestión de puentes pueden diseñarse desde la etapa del material, no añadirse posteriormente.
Los proveedores de un solo material solo pueden refinar dentro de los límites de su propio producto. No pueden ir más allá de la frontera de grafito-fieltro-lámina-recubrimiento que realmente determina el comportamiento de la zona caliente. Esa brecha es la razón por la que Max Graphite se posiciona como fabricante desde la materia prima hasta el componente terminado, en lugar de como un revendedor de catálogo: el valor de los materiales de campo térmico se manifiesta a nivel de sistema, y el nivel de sistema requiere todos los materiales.
Eso es lo que Excelencia Accesible significa en términos de ingeniería: hacer que la correspondencia a nivel de sistema de materiales de campo térmico de alto rendimiento esté disponible más allá de los pocos equipos de ingeniería con relaciones profundas en cada eslabón de la cadena de suministro.
Hablemos
¿Trabaja con un horno de vacío, un reactor de crecimiento de cristales o un sistema de tratamiento térmico de alta temperatura? Hable con nuestro equipo de ingeniería sobre la selección de componentes de grafito, fieltro y CFC, desde la materia prima hasta el componente terminado, bajo un mismo techo.

Dentro del horno de grafitización: Qué le ocurre al carbono a 2.400 °C

Por qué la precisión dimensional en los componentes de grafito mecanizados importa — y cómo se verifica
