
Composants en graphite pour champs thermiques : Le couplage avec le feutre de carbone

Quels modes de transfert de chaleur dominent réellement à l'intérieur d'une zone chaude ?
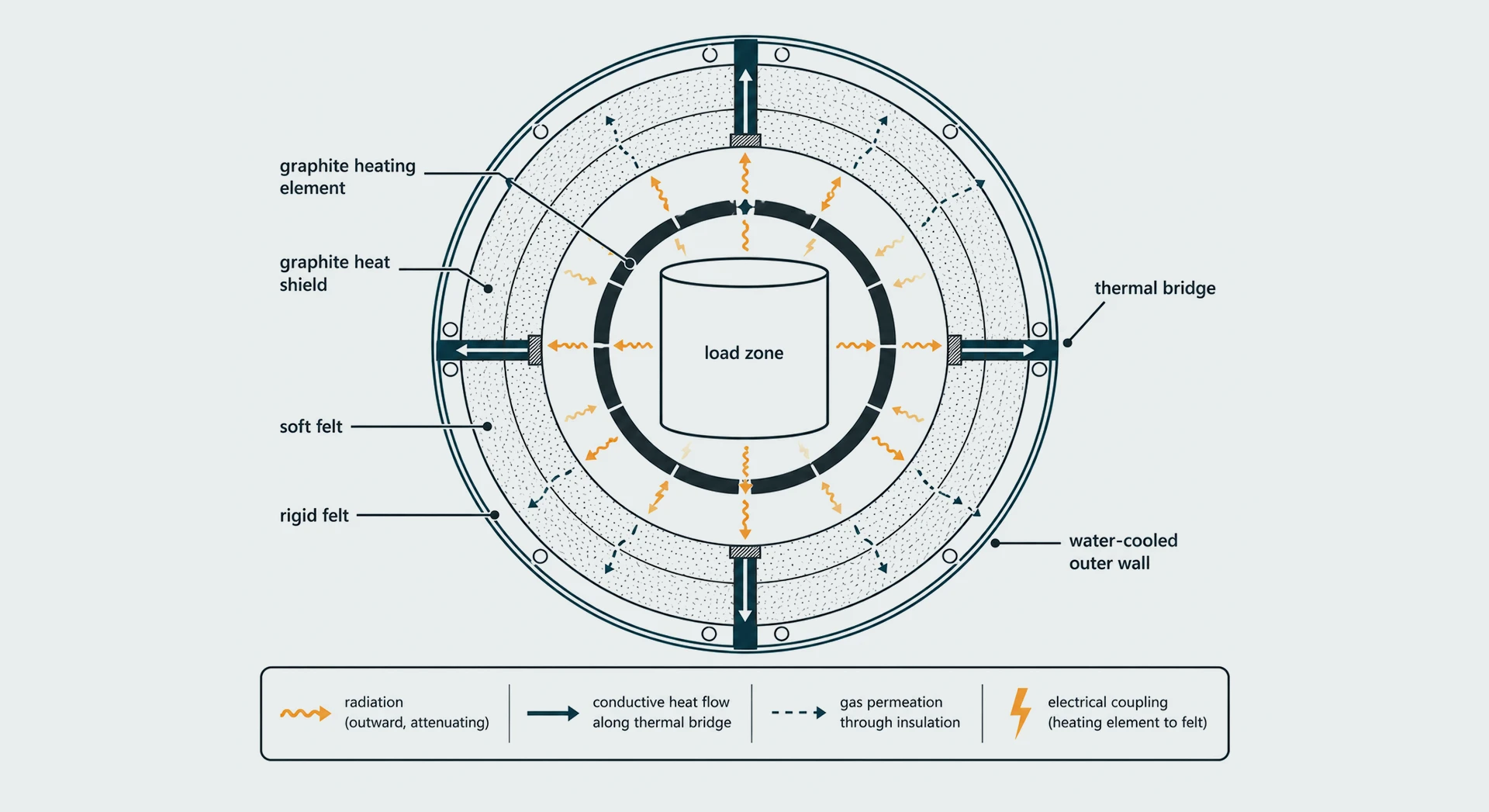
La plupart des équipements à champ thermique fonctionnent sous vide ou dans une atmosphère inerte à basse pression. Dans ces conditions, la densité du gaz est faible et le flux est faible, de sorte que le transfert de chaleur par convection contribue très peu. Seuls deux mécanismes régissent le champ de température : le rayonnement et la conduction.
Ce fait a une conséquence souvent négligée lors de la phase de spécification. Les valeurs de conductivité thermique qui dominent les fiches techniques des produits ne décrivent que la moitié de l'histoire. En service sous vide, la émissivité de surface du graphite et l' épaisseur optique du feutre de carbone comptent autant que la conductivité — et parfois plus.
Une fois cela intégré, de nombreux comportements du four prennent tout leur sens. Pourquoi le fait de remplacer un élément chauffant en graphite de géométrie modifie-t-il la température de la paroi froide même avec la même épaisseur de feutre ? Pourquoi une fine feuille de graphite appliquée sur la face chaude du feutre rigide réduire les pertes par rayonnement de manière significative ? Pourquoi le couple de serrage sur une doublure en feutre souple influence-t-il l'efficacité ? Les trois sont des effets de couplage.
Couplage radiatif : le graphite définit la limite, le feutre atténue le champ
Le graphite comme limite de rayonnement
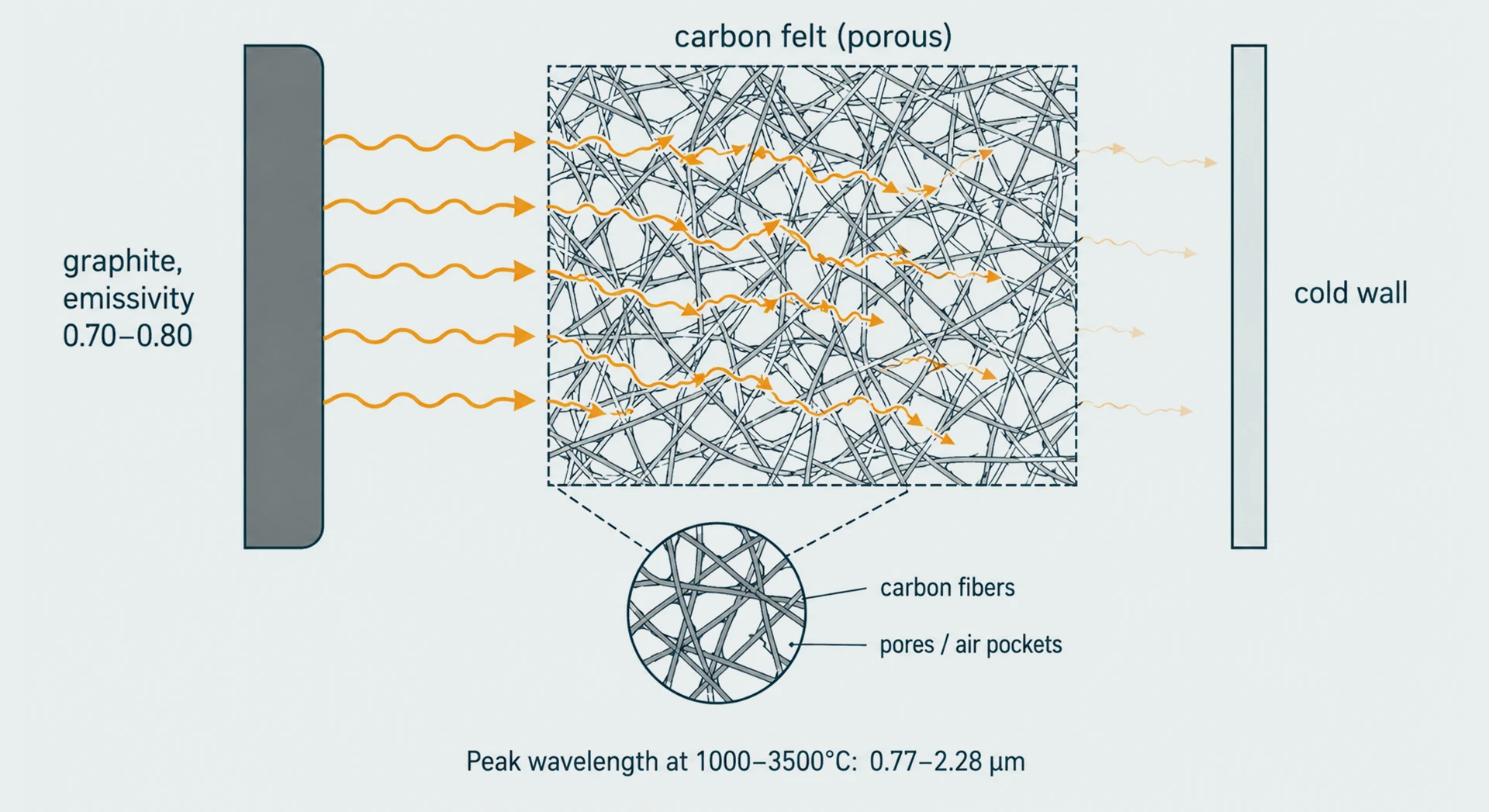
Les ingénieurs considèrent généralement le graphite comme un corps gris à haute émissivité. Les tables de référence standard indiquent que l'émissivité totale du graphite entre 0 et 3 600 °C est d'environ 0,70 à 0,80, selon l'état de surface — les surfaces pressées, usinées et polies se situent à différents points de cette plage.
Les implications :
• élément chauffant en graphite rayonne à la fois vers la charge et vers la paroi froide.
• Les écrans thermiques, supports et guides de flux en graphite sont des nœuds du réseau radiatif, et non des structures passives.
• Toute modification de l'état de surface du graphite — dépôt, accumulation de cendres, oxydation, usure du revêtement — modifie l'émissivité et fait dériver le champ de température au cours de la durée de vie.
Feutre de carbone comme milieu participant
Le feutre de carbone n'est pas une couverture isolante passive. Sa structure poreuse et le diamètre de ses fibres déterminent la manière dont le rayonnement s'y propage : par absorption, diffusion et réémission.
La longueur d'onde dominante du rayonnement thermique se décale avec la température, suivant la loi de déplacement de Wien. Dans la plage de 1 000 à 3 500 °C, typique des applications de champ thermique, les longueurs d'onde de rayonnement maximales se situent entre 0,77 et 2,28 µm. Les structures de feutre dont la taille des pores et le diamètre des fibres diffusent ou absorbent efficacement dans cette bande augmentent le coefficient d'atténuation radiative et diminuent la conductivité radiative effective.
Voici ce que signifie réellement le couplage radiatif feutre-graphite : le graphite détermine l'intensité et la géométrie du champ de rayonnement ; le feutre détermine comment ce champ se propage et s'atténue à travers la couche d'isolation.Concevoir l'un sans l'autre compromet les performances.
Pourquoi la compression du feutre souple est-elle à double tranchant ?
Le feutre de carbone souple est un matériau de faible densité et de porosité élevée. Lorsqu'il est comprimé pendant l'assemblage, deux phénomènes se produisent simultanément :
1. Le contact direct entre les fibres augmente, la densité équivalente s'accroît et la conduction thermique en phase solide augmente.
2. L'épaisseur optique augmente, le matériau devient plus opaque au rayonnement et la transmission radiative diminue.
Ces deux effets agissent dans des directions opposées. La compression du feutre supprime les fuites radiatives, mais augmente la conduction solide. La résistance thermique nette peut évoluer dans un sens ou dans l'autre, selon la densité initiale, la géométrie des fibres et la force avec laquelle le feutre est comprimé.
Le feutre rigide élimine la variabilité — il est lié et pré-comprimé pendant la fabrication, de sorte que les paramètres thermiques sont fixes et reproductibles. Mais il sacrifie la flexibilité géométrique du feutre souple pour les formes complexes. Le choix entre les deux est, fondamentalement, un choix entre la flexibilité d'assemblage et la répétabilité de la résistance thermique.
Ponts thermiques : l'atout du graphite est aussi son inconvénient
Le graphite conduit bien la chaleur. C'est un avantage lorsqu'une température uniforme est souhaitée sur un élément chauffant ou un suscepteur — la chaleur se propage dans le plan et circonférentiellement, lissant les points chauds. Cela devient un inconvénient partout où une structure en graphite relie la zone chaude à une limite plus froide : supports, fixations, conducteurs de courant, cadres structurels. Chacun forme un pont thermique à haute conductivité qui contourne l'isolation.
L'emplacement, la section transversale et la longueur du pont importent souvent plus pour les pertes de chaleur réelles que l'épaisseur du feutre.
Dans quelle mesure la géométrie modifie-t-elle le réseau réel de résistance thermique ?
L'isolation thermique de champ est rarement constituée d'un seul bloc de matériau. C'est un assemblage multicouche, et quelques règles géométriques dominent les performances réelles :
• Décaler les joints. Les couches de feutre adjacentes ne devraient jamais partager un même plan de joint. Un interstice traversant l'épaisseur est un canal direct de rayonnement et de perméation gazeuse.
• Augmenter la résistance par le nombre de couches. Le feutre est généralement empilé en couches de 6 mm ou 12 mm ; les panneaux rigides ont souvent une épaisseur d'environ 25 mm. La résistance totale est augmentée en ajoutant des couches, et non en spécifiant des dalles personnalisées plus épaisses.
• Considérer les coins, les pénétrations et les orifices d'observation comme des problèmes de conception. Les traversées de thermocouple, les passages d'électrodes et les hublots d'observation sont les points d'origine des points chauds locaux et des zones chaudes à paroi froide.
Deux assemblages construits à partir de matériaux identiques peuvent présenter des conductivités effectives qui diffèrent de plusieurs fois, purement en fonction de ces détails. La géométrie fait partie du couplage, et non une considération secondaire en production.
Pourquoi le graphite isostatique est le choix par défaut pour les composants de zone chaude
Une fois que le tableau du couplage est clair, la question de la fabrication s'inverse. Au lieu de demander quel graphite est le meilleur, la question devient : quelle voie de production de graphite offre les propriétés de surface et de masse dont le système couplé a besoin ?
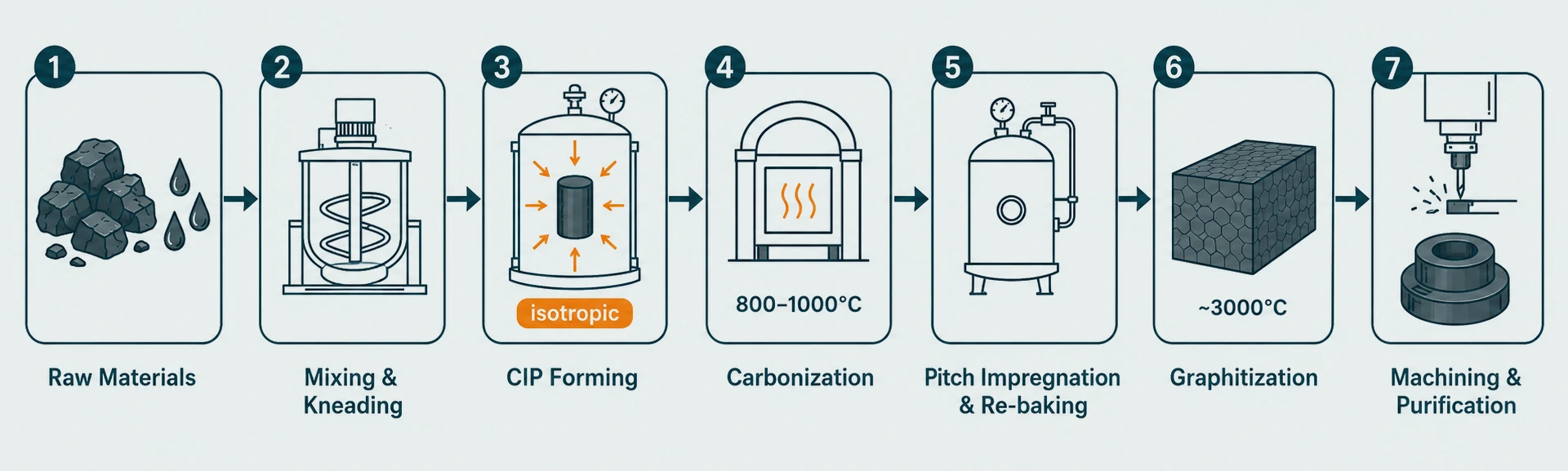
Le processus de graphite synthétique utilisé pour les composants de zone chaude se déroule généralement comme suit :
1. Matières premières et formulation. Le coke de pétrole ou le coke aciculaire sert de charge ; le brai de houille est le liant. La calcination, le broyage et la classification des particules définissent la structure granulaire.
2. Mélange et malaxage. Le coke broyé et le brai sont combinés dans un mélangeur chauffé ; le brai fondu enrobe les particules de coke et pénètre leur structure poreuse pour former une masse malléable.
3. Mise en forme. Trois voies principales — extrusion (électrodes, tiges), moulage par compression ou moulage par vibration (grands blocs), et pressage isostatique à froid (PIC).
4. Carbonisation. Le corps cru est cuit sous atmosphère inerte, généralement entre 800 et 1 000 °C, convertissant le brai en coke liant avec une perte de masse et un dégazage significatifs.
5. Imprégnation de brai et recuisson. Le corps de carbone poreux est imprégné de brai sous vide ou sous pression, puis recuit, augmentant ainsi sa densité et sa résistance.
6. Graphitization. Material is heated to roughly 3,000 °C in electric furnaces, converting amorphous carbon into a graphitic crystal structure. This step defines the performance ceiling.
7. Finishing. Machining to final geometry, plus optional purification or surface coating depending on application.
Among the three forming routes, CIP produces the most isotropic, finest-grain microstructure. Isotropy matters because thermal expansion, electrical resistivity, and thermal conductivity converge across all three axes — which translates directly into uniform heating across an element, stable radiative geometry on a heat shield, and dimensional consistency on a support. Extrusion has higher throughput but introduces grain orientation that becomes a liability wherever temperature uniformity is the goal.
A practical consequence: graphite heating elements are almost never formed to their final shape during the carbon-to-graphite process.Manufacturers produce blocks or plates meeting electrical, thermal, and purity targets, then precision-machine those into element geometries. The CIP route makes this “block first, machine second” workflow the practical standard for high-performance heaters.
Soft felt, rigid felt, and surface treatment
Carbon fiber insulation divides into two families based on processing:
• Soft felt —uncompacted, low-density fiber batts. Flexible during assembly, but thermal resistance varies with compression.
• Rigid felt —bonded and pre-compressed during manufacturing, sometimes with a surface lamination. Thermal parameters are fixed; geometry is stable.
Choosing between the two at the design stage is really a choice between assembly flexibility and thermal-resistance repeatability. There is no universally correct answer — it depends on whether the hot-zone geometry tolerates a fixed-shape liner or requires conformability.
Rigid felt is often paired with a hot-face treatment: a graphite foil overlay, a carbon-cloth covering, or a thin coating. The purpose is to lower the effective emissivity of the hot face, raise the fraction of radiation reflected back into the heated zone, and protect the felt from process gas erosion or quench-gas flow.Published reports indicate that interleaving foil layers between rigid felt sheets can yield a 5% to 35% improvement in insulation effectiveness — a direct coupling-based gain, using the foil's radiative reflectance to reinforce the felt's intrinsic attenuation.
Graphite foil and SiC coatings: different materials, different process logic
The manufacturing route for graphite foil has almost nothing in common with synthetic graphite. It comes from natural graphite through intercalation, exfoliation, and calendering:
1. Strong oxidizing acids intercalate between graphite layers, forming a graphite intercalation compound (GIC).
2. Washing yields expandable graphite.
3. Rapid heating drives layer separation, producing“worm-like” exfoliated graphite.
4. Calendering rolls the exfoliated material into thin foil.
The value of graphite foil lies in flexibility and cuttability. It serves as gasket and seal material in some applications, and as an interlayer radiation barrier inside rigid-felt assemblies in others.
Silicon carbide (SiC) coatings belong to a different process category again. In high-purity or high-erosion service — SiC crystal growth, epitaxy, certain CVD processes — isostatic graphite surfaces are coated with a thin SiC layer via chemical vapor deposition, typically above 1,200 °C. The coating raises corrosion and erosion resistance, extends service life, and reduces graphite-borne contamination. It is not a finishing afterthought: the coating changes surface emissivity and roughness, making it part of the radiation coupling.
Practical selection guidance from the coupling perspective
Translated into design practice, the coupling view yields a few stable rules:
1. Do not evaluate graphite components and carbon felt independently. Define hot-zone targets first — uniformity tolerance, peak temperature, cold-wall limit, outgassing budget — then work backward to the material combination.
2. In vacuum service, give equal weight to emissivity and optical thickness, not just thermal conductivity. These are the parameters most often overlooked at the specification stage.
3. Treat soft-felt compression as a design variable, not a fabrication-floor decision. Fix the compression ratio at the design stage and enforce it through rigid felt, mechanical stops, or framing.
4. Identify thermal-bridge paths on the drawing board. Every support, fastener, lead, and feedthrough has an equivalent heat-loss rating that should be estimated, not discovered.
5. Joint stagger, corner reinforcement, and penetration design produce larger resistance differences than swapping materials. Spend design time on these details.
6. Allow margin for surface drift. Deposition, ash, oxidation, and coating wear shift emissivity over service life. Specify the system so it tolerates the slow-variable drift, not just first-day conditions.
Why vertically integrated manufacturing matters here
Thermal-field performance is a system question, not a single-material question. A vertically integrated manufacturer producing graphite, feutre de carbone, composants CFC, feuille de graphiteet revêtements sous un même toit offre un avantage structurel dans la conception axée sur le couplage :
• La taille des grains, la pureté et l'isotropie du graphite peuvent être spécifiées en fonction des propriétés radiatives des écrans thermiques et du feutre assortis.
• La densité du feutre souple et rigide , son épaisseur et son traitement de surface peuvent être ajustés à l'émissivité des pièces en graphite.
• Les schémas d'assemblage, le décalage des joints et la gestion des ponts peuvent être conçus dès le stade du matériau, et non ajoutés après coup.
Les fournisseurs de matériaux uniques ne peuvent affiner que dans les limites de leur propre produit. Ils ne peuvent pas franchir la frontière graphite-feutre-feuille-revêtement qui détermine réellement le comportement de la zone chaude. Cet écart est la raison pour laquelle Max Graphite se positionne comme un fabricant, de la matière première au composant fini, plutôt que comme un revendeur de catalogue — la valeur des matériaux de champ thermique apparaît au niveau du système, et le niveau du système exige tous les matériaux.
C'est ce que l'Excellence Accessible signifie en termes d'ingénierie : rendre l'appariement au niveau du système des matériaux de champ thermique haute performance accessible au-delà des quelques équipes d'ingénieurs ayant des relations profondes à chaque maillon de la chaîne d'approvisionnement.
Discutons-en
Vous travaillez sur un four sous vide, un réacteur de croissance cristalline ou un système de traitement thermique à haute température ? Parlez à notre équipe d'ingénieurs de la sélection des composants en graphite, feutre et CFC — de la matière première au composant fini, sous un même toit.

Max Graphite : Fabricant de graphite verticalement intégré en Chine

Comment les composants en graphite influencent la qualité des cristaux de carbure de silicium
