
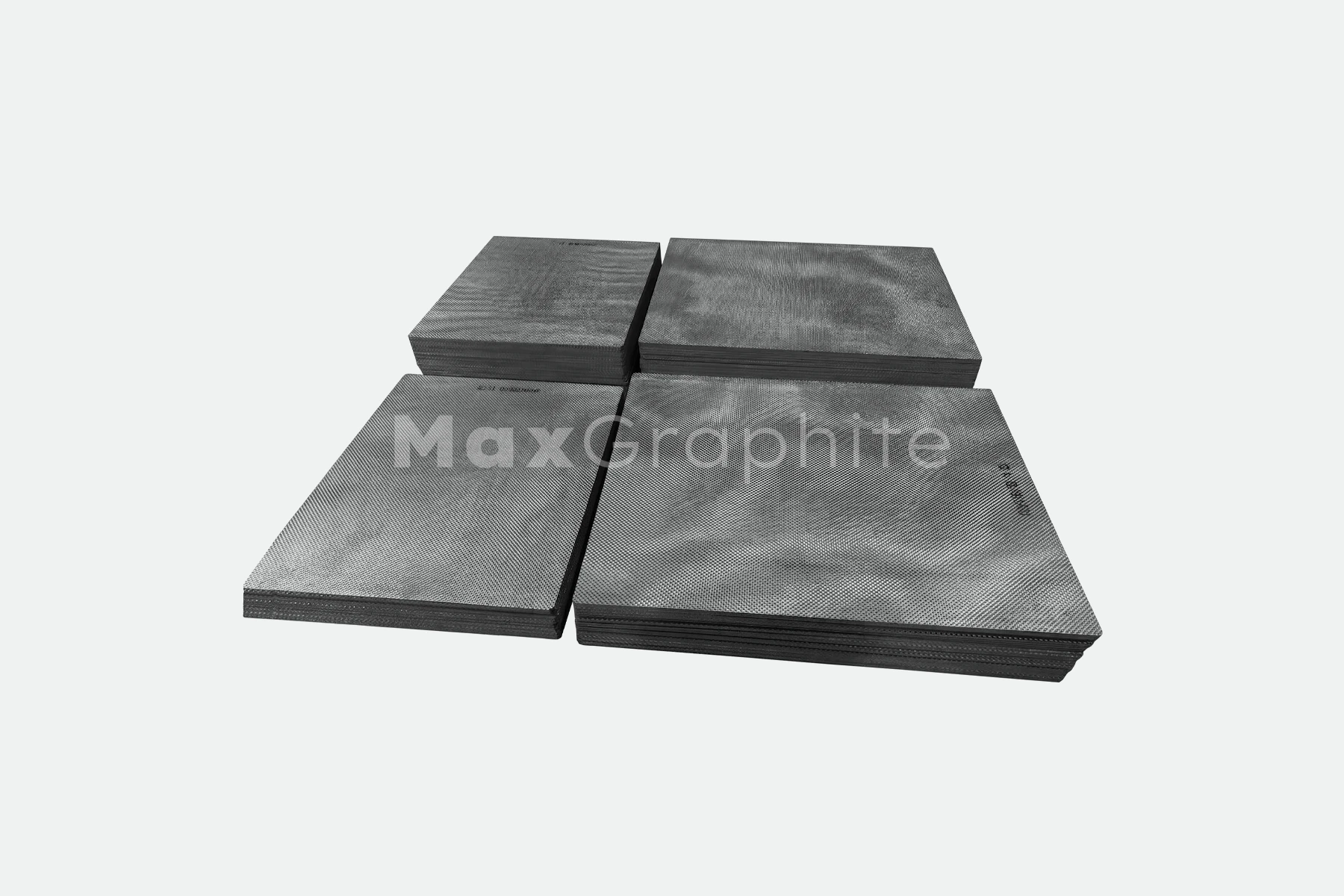
Углерод-углеродный композит
Высокопрочный, легкий композит, разработанный для обеспечения структурной целостности и термических характеристик в самых требовательных высокотемпературных условиях.

Спецификация
Углерод-углеродный композит
Max Graphite поставляет углерод-углеродный композит с различными стандартными архитектурами волокон и классами плотности. Свойства варьируются в зависимости от направления структуры волокна и метода уплотнения. В следующей таблице приведены типичные значения по классам. Все спецификации могут быть адаптированы к требованиям применения.
Типовые характеристики марок: Все значения являются типовыми; индивидуальные марки доступны по запросу.
Сертификаты:
Размер
Углерод-углеродный композит
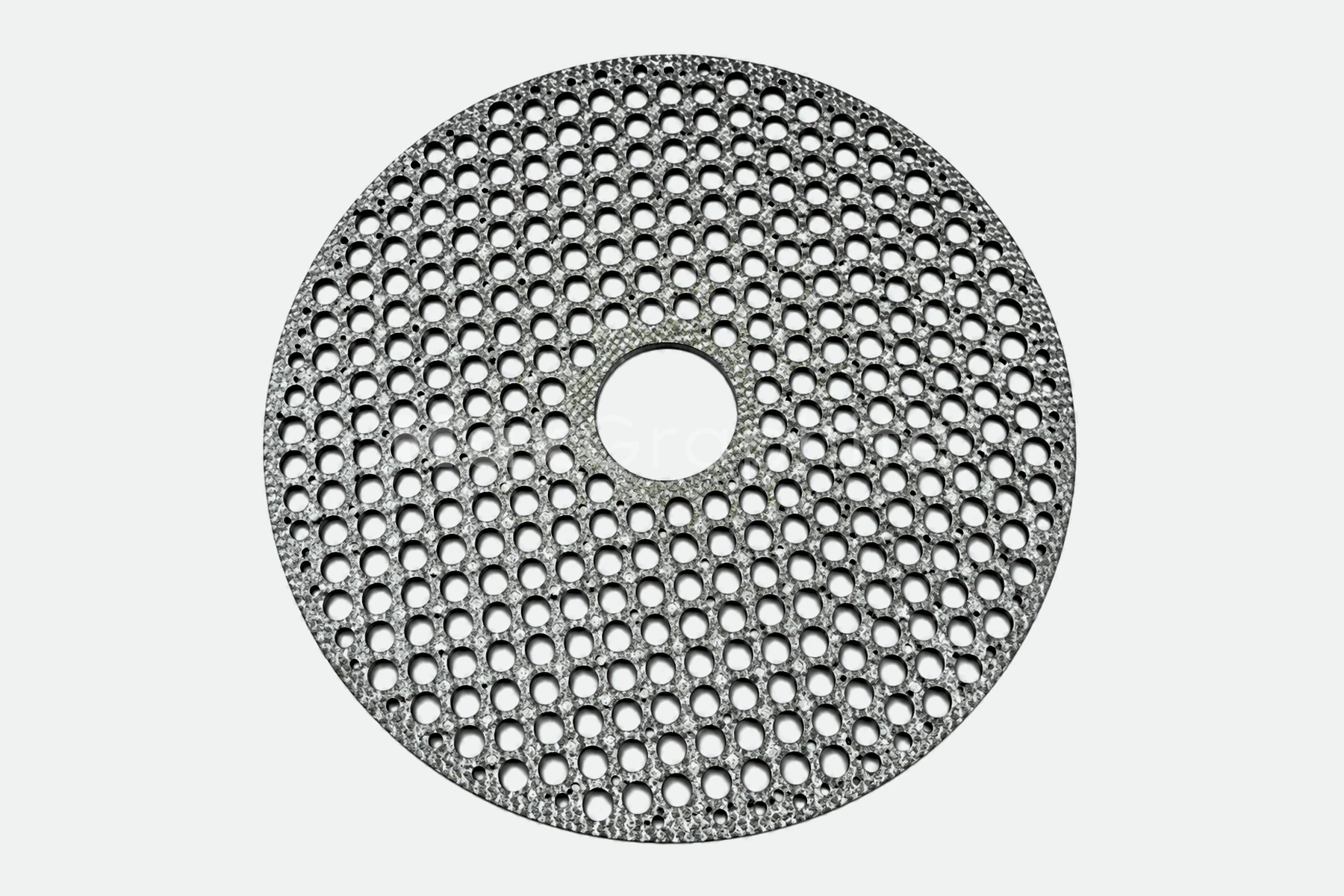
Компоненты из углерод-углеродного композита разрабатываются на заказ в соответствии со спецификациями клиента. Благодаря архитектуре волокнистой преформы, изготовление с минимальным припуском является стандартной практикой — компоненты производятся таким образом, чтобы максимально соответствовать конечной геометрии, а затем подвергаются прецизионной механической обработке до окончательных размеров. Фиксированных складских размеров не существует.
Что такое углерод, армированный углеродным волокном?
Углерод, армированный углеродным волокном — взаимозаменяемо называемый C/C композитом, CFC, CFRC или углерод-углеродным композитом — это высокоэффективный композиционный материал, состоящий из армирующих углеродных волокон, связанных в углеродной или графитовой матрице. Как волокно, так и матрица основаны на углероде, что делает эту систему полностью углеродной с содержанием углерода, обычно превышающим 99% после графитизации.
В отличие от полимерных композитов, углерод-углеродный композит не разрушается под воздействием тепла. Напротив, он сохраняет свою структурную целостность и во многих сценариях нагрузки набирает прочность с повышением температуры. Такое термически стабильное поведение является прямым результатом архитектуры углеродного волокна — которая может быть спроектирована в 2D (плоской), 2.5D, 3D (трехосной) или 4D/многонаправленной конфигурациях — и уплотнения углеродной матрицы посредством химического осаждения из газовой фазы (CVI/CVD) или жидкофазной пропитки (пек или смола).
Этот материал принципиально отличается от обычных углепластиков, используемых в аэрокосмических конструкциях или спортивных товарах. Последние основаны на полимерных матрицах и ограничены температурами значительно ниже 300°C. Углерод-углеродный композит непрерывно работает в инертных или вакуумных атмосферах при температурах, превышающих 2500°C, что делает его незаменимым в применениях, сочетающих структурную нагрузку, термические циклы и требования к химической чистоте.
Основные свойства углерод-углеродного композита
- Сохранение прочности при сверхвысоких температурах — В отличие от большинства материалов, углерод-углеродный композит сохраняет или улучшает механические свойства до 2500°C в неокислительных средах, что делает его уникально подходящим для самых требовательных термических режимов.
- Выдающаяся стойкость к термическому шоку — Армирование углеродным волокном предотвращает распространение трещин и компенсирует дифференциальное термическое расширение, позволяя материалу выдерживать быстрые и многократные циклы нагрева/охлаждения без разрушения.
- Легкая конструкция — Компоненты из углерод-углеродного композита значительно легче тугоплавких металлов и керамики — это снижает массу загрузки печи, повышает эффективность термического цикла и позволяет достигать более высокой плотности деталей за партию.
- Химическая инертность — При содержании углерода >99%, композит C/C устойчив к воздействию кислот, щелочей и большинства агрессивных сред при повышенных температурах.
- Гибкость архитектуры волокон — Доступен в 2D, 2.5D, 3D и 4D структурах для оптимизации механических и термических свойств в плоскости и по толщине при определенных условиях нагрузки.
- Совместимость с покрытиями — Покрытия из SiC, PyC (пиролитического углерода) и другие защитные покрытия могут быть нанесены для продления срока службы в окислительных средах или для уменьшения пористости поверхности.

Процесс производства углерод-углеродных композитов
Эксплуатационные характеристики композита C/C напрямую определяются контролируемым, многостадийным производственным процессом. Каждый этап способствует формированию окончательной архитектуры волокон, плотности матрицы и микроструктурной целостности компонента.
- Выбор и плетение углеродного волокна — Углеродные волокна на основе ПАН или пека выбираются исходя из требуемых механических и термических характеристик. Волокна ткутся, оплетаются или укладываются в структурную заготовку с целевой архитектурой: 2D тканевая укладка, 2.5D иглопробивной войлок, 3D ортогональное плетение, 3D полярное плетение или 4D/многонаправленное плетение.
- Изготовление преформы — Волоконная преформа формируется до почти окончательной геометрии с использованием оснастки и приспособлений, определяя габаритные размеры и объемную долю волокна (обычно 35–50%) конечного компонента.
- Уплотнение матрицы методом CVI/CVD — Преформа помещается в реактор химического осаждения из газовой фазы. Углеводородные газы (метан, пропан) разлагаются при повышенной температуре, осаждая пиролитический углерод в открытой пористой структуре волоконной преформы. Этот цикл может быть повторен несколько раз для достижения целевой плотности.
- Пропитка жидкой фазой (опционально / альтернативно) — Для определенных марок и геометрий преформа пропитывается каменноугольным пеком или термореактивной смолой под давлением, а затем карбонизуется. Этот цикл пропитки-карбонизации повторяется для постепенного закрытия пористости и увеличения плотности.
- Карбонизация — Пропитанные преформы подвергаются термообработке при температуре приблизительно 900–1200°C в инертной атмосфере для карбонизации пека или связующего из смолы, превращая их в аморфный углерод.
- Графитизация — Для марок, требующих максимальной теплопроводности и сниженного электрического сопротивления, материал нагревается до приблизительно 2500–2800°C, превращая аморфный углерод в более упорядоченную графитовую структуру.
- Циклы уплотнения — Шаги 3–6 могут быть повторены несколько раз, пока не будет достигнута целевая насыпная плотность. Более высокие плотности (≥1,85 г/см³) требуют больше циклов и более длительного времени обработки (обычно 5–8 месяцев для сложных 3D/4D деталей).
- Нанесение покрытия (Опционально) — Покрытия из SiC или PyC наносятся методом CVD для повышения стойкости к окислению, снижения пористости поверхности или регулирования фрикционных и износостойких характеристик для трибологических применений.
- Прецизионная механическая обработка и контроль качества — Окончательные компоненты обрабатываются на станках с ЧПУ по чертежам заказчика. Каждая деталь проходит проверку размеров, контроль плотности и структурные испытания перед отправкой.
Применение
Термическая обработка и оборудование для вакуумных печей: Оснастка, поддоны, установочные пластины, нагревательные элементы и конструктивные компоненты горячей зоны, которые должны выдерживать многократные термические циклы при температурах выше 1200°C, сохраняя при этом стабильность размеров и минимизируя загрязнение обрабатываемых деталей.
Производство полупроводников: Сусцепторы, держатели пластин и компоненты технологических камер, требующие сверхвысокой чистоты, стабильности размеров при рабочих температурах и стойкости к галогенсодержащим атмосферам, встречающимся при выращивании кристаллов кремния и SiC.
Аэрокосмические и оборонные конструкции: Сопла ракет, компоненты тепловой защиты возвращаемых аппаратов, конструкции передних кромок и компоненты твердотопливных ракетных двигателей — где высокая структурная прочность, минимальная масса компонентов и стойкость к абляции в условиях экстремального теплового потока имеют решающее значение для выполнения миссии.
Авиационные и промышленные тормозные системы: Тормозные диски для коммерческих и военных самолетов и промышленных тормозных систем, использующие превосходные фрикционные и износостойкие характеристики углерод-углеродного композита, экономию веса по сравнению со сталью и способность эффективно работать при многократных высокоэнергетических торможениях.
Выращивание кристаллов для солнечной энергетики и фотовольтаики: Тигельные сусцепторы, нагревательные элементы и конструктивные опоры в печах Чохральского и направленной кристаллизации для выращивания слитков кремния и сапфира, где важны высокая теплопроводность, чистота и стойкость к термическим циклам.
Непрерывное литье и металлургическая обработка: Литейные формы, сопла и компоненты пресс-форм, которые выигрывают от несмачиваемости углерод-углеродного композита расплавленными металлами, высокой стойкости к термическому шоку и стабильности размеров.
Машиностроение и прецизионный инструмент: Пружины, пресс-формы и конструкционные элементы в высокотемпературных механических системах, где самосмазывающиеся свойства поверхности и высокая удельная жесткость композита C/C дают преимущества перед металлическими аналогами.
Сопутствующие материалы и товары

Изостатический графит

Углерод-углеродный композит 2.5D (УУК 2.5D)
2D углерод-углеродный композит

3D и 4D углерод-углеродный композит

Коротковолокнистый (с хаотично ориентированными волокнами) УУК – углерод-углеродный композит

Углерод-углеродные загрузочные стеллажи для термообработки

Тигли из углерод-углеродного композита
Механическая обработка УУК (углерод-углеродного композита) на заказ

Тормозной диск из КУКМ | У/У тормоз | Карбон-керамический тормоз

Профили из УУК

Крепежные элементы из КУК

Нагревательные элементы из УУК

Цилиндрическая форма для горячего прессования из УУКМ | Форма для горячего прессования из УУКМ

Пружины из УУК

Графитовые и углеродные компоненты для высокотемпературных печей