
Kohlenstoff-Kohlenstoff-Verbundwerkstoff
Hochfester, leichter Verbundwerkstoff, entwickelt für strukturelle Integrität und thermische Leistungsfähigkeit in den anspruchsvollsten Hochtemperaturanwendungen.

Spezifikation von
Kohlenstoff-Kohlenstoff-Verbundwerkstoff
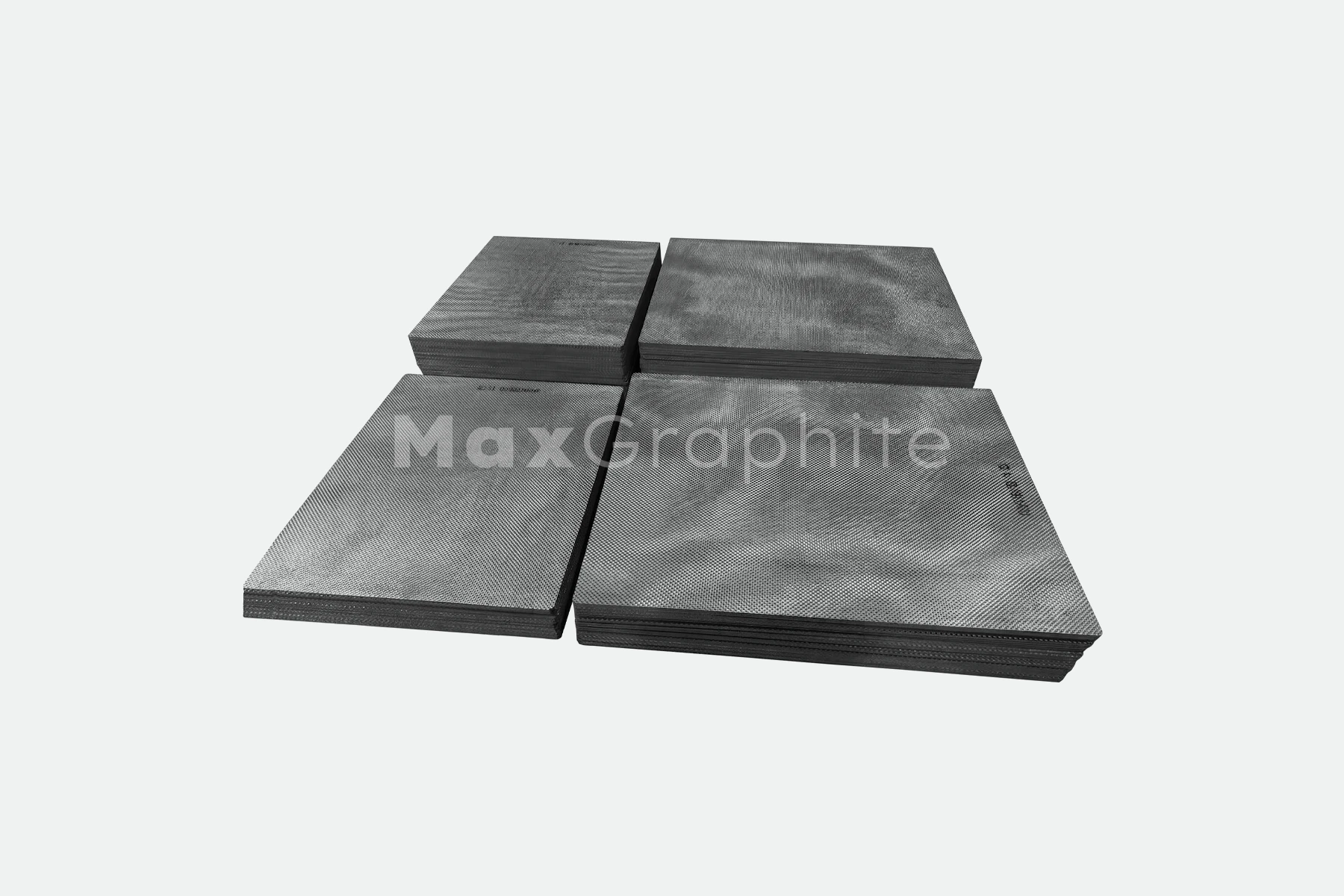
Max Graphite liefert C/C-Verbundwerkstoff in einer Reihe von Standard-Faserarchitekturen und Dichtegraden. Die Eigenschaften variieren je nach Faserstrukturrichtung und Verdichtungsmethode. Die folgende Tabelle fasst typische Werte nach Güteklasse zusammen. Alle Spezifikationen können an die Anwendungsanforderungen angepasst werden.
Typische Gütespezifikationen: Alle Werte sind typisch; kundenspezifische Güten auf Anfrage erhältlich.
Zertifizierungen:
Größe von
Kohlenstoff-Kohlenstoff-Verbundwerkstoff
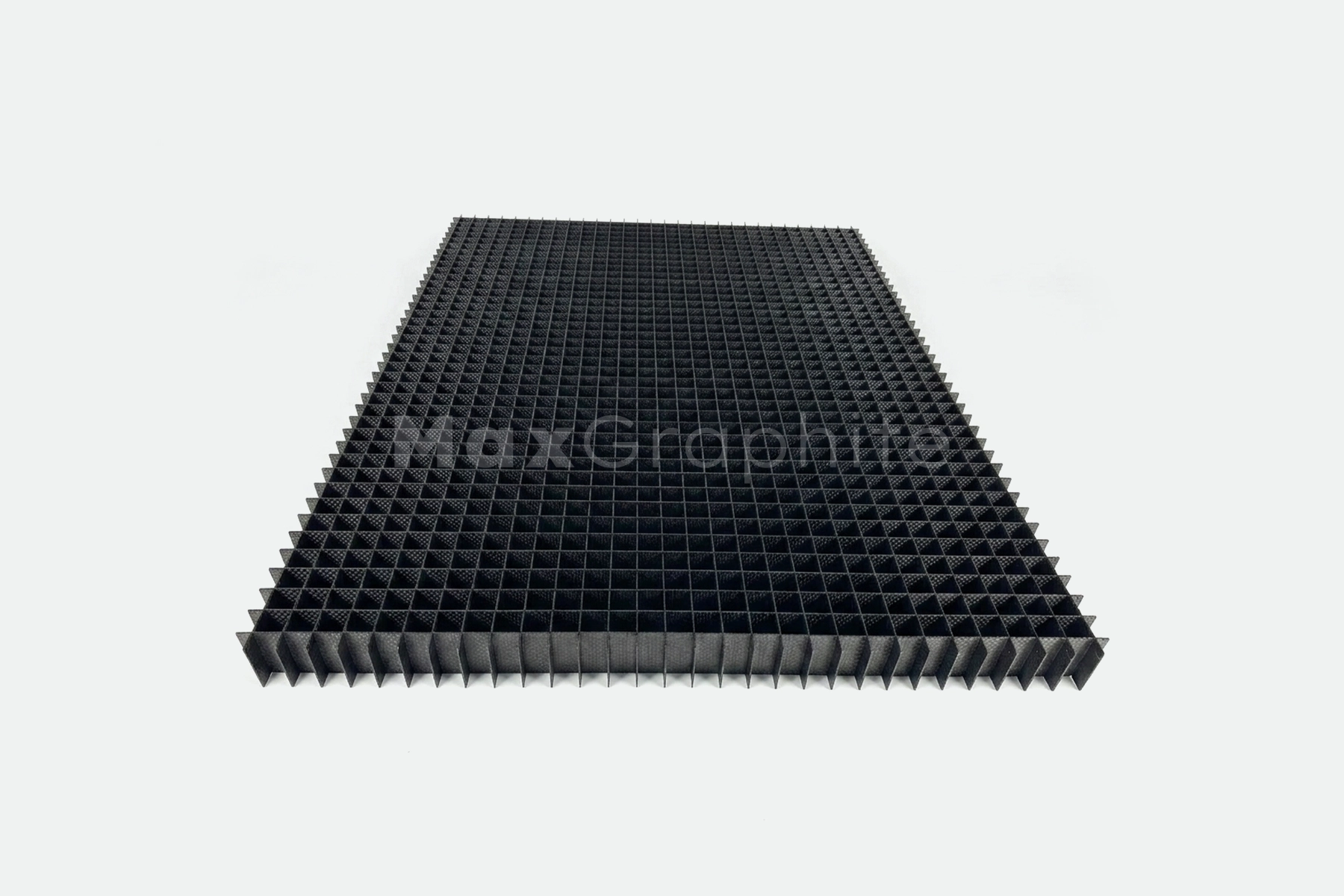
C/C-Verbundwerkstoffkomponenten werden kundenspezifisch nach den Vorgaben des Kunden entwickelt. Aufgrund der Faserpreform-Architektur ist die endkonturnahe Fertigung Standardpraxis – Komponenten werden so hergestellt, dass sie der endgültigen Geometrie möglichst genau entsprechen, und dann präzisionsbearbeitet, um die Endabmessungen zu erreichen. Es gibt keine festen Lagerabmessungen.
Was ist kohlenstofffaserverstärkter Kohlenstoff?
Kohlenstofffaserverstärkter Kohlenstoff – auch bezeichnet als C/C-Verbundwerkstoff, CFC, CFRC oder Kohlenstoff-Kohlenstoff-Verbundwerkstoff – ist ein Hochleistungs-Verbundwerkstoff, der aus Kohlenstofffaserverstärkungen besteht, die in einer Kohlenstoff- oder Graphitmatrix gebunden sind. Sowohl die Faser als auch die Matrix sind kohlenstoffbasiert, was es zu einem reinen Kohlenstoffsystem mit einem Kohlenstoffgehalt von typischerweise über 99 % nach der Graphitierung macht.
Im Gegensatz zu Polymer-Matrix-Verbundwerkstoffen wird C/C-Verbundwerkstoff nicht durch Hitze zersetzt. Stattdessen behält er seine strukturelle Integrität und gewinnt in vielen Belastungsszenarien an Festigkeit, wenn die Temperatur steigt. Dieses thermisch stabile Verhalten ist ein direktes Ergebnis der Kohlenstofffaserarchitektur – die in 2D (planar), 2.5D, 3D (dreiachsig) oder 4D/multidirektionalen Konfigurationen entwickelt werden kann – und der Verdichtung der Kohlenstoffmatrix durch chemische Gasphaseninfiltration (CVI/CVD) oder Flüssigphasenimprägnierung (Pech oder Harz).
Das Material unterscheidet sich grundlegend von herkömmlichen Kohlenstofffaserverbundwerkstoffen, die in Strukturpaneelen der Luft- und Raumfahrt oder Sportartikeln verwendet werden. Diese basieren auf Polymermatrizes und sind auf Temperaturen weit unter 300 °C begrenzt. C/C-Verbundwerkstoff arbeitet kontinuierlich in inerten oder Vakuumatmosphären bei Temperaturen über 2500 °C, was ihn in Anwendungen, die strukturelle Belastung, thermische Zyklen und Anforderungen an die chemische Reinheit kombinieren, unersetzlich macht.
Haupteigenschaften von kohlenstofffaserverstärktem Kohlenstoff
- Festigkeitserhalt bei Ultrahochtemperaturen — Im Gegensatz zu den meisten Materialien behält C/C-Verbundwerkstoff seine mechanischen Eigenschaften bei oder verbessert sie bis zu 2500 °C in nicht-oxidierenden Umgebungen, was ihn einzigartig für die anspruchsvollsten thermischen Bedingungen macht.
- Herausragende Thermoschockbeständigkeit — Die Kohlenstofffaserverstärkung verhindert Rissausbreitung und gleicht unterschiedliche Wärmeausdehnung aus, wodurch das Material schnelle und wiederholte Heiz-/Kühlzyklen ohne Versagen übersteht.
- Leichtbauweise — C/C-Verbundwerkstoffkomponenten sind deutlich leichter als hochschmelzende Metalle und Keramiken – wodurch die Ofenbelastungsmasse reduziert, die Effizienz des thermischen Zyklus verbessert und höhere Teiledichten pro Charge ermöglicht werden.
- Chemische Inertheit — Mit einem Kohlenstoffgehalt von >99 % widersteht C/C-Verbundwerkstoff dem Angriff von Säuren, Laugen und den meisten korrosiven Medien bei erhöhten Temperaturen.
- Flexibilität der Faserarchitektur — Erhältlich in 2D-, 2.5D-, 3D- und 4D-Strukturen zur Optimierung der mechanischen und thermischen Eigenschaften in der Ebene gegenüber der Dicke für spezifische Belastungsbedingungen.
- Beschichtungskompatibilität — SiC, PyC (pyrolytischer Kohlenstoff) und andere Schutzschichten können aufgetragen werden, um die Lebensdauer in oxidierenden Umgebungen zu verlängern oder die Oberflächenporosität zu reduzieren.

Herstellungsprozess von kohlenstofffaserverstärktem Kohlenstoff
Die Leistungsmerkmale von C/C-Verbundwerkstoffen werden direkt durch einen kontrollierten, mehrstufigen Herstellungsprozess bestimmt. Jeder Schritt trägt zur endgültigen Faserarchitektur, Matrixdichte und mikrostrukturellen Integrität des Bauteils bei.
- Kohlefaser-Auswahl & Webung — PAN-basierte oder pechbasierte Kohlenstofffasern werden basierend auf dem erforderlichen mechanischen und thermischen Leistungsprofil ausgewählt. Die Fasern werden gewebt, geflochten oder zu einem strukturellen Preform in der Zielarchitektur gelegt: 2D-Gewebe-Layup, 2.5D-Nadelfilz, 3D-Orthogonalgewebe, 3D-Polargewebe oder 4D-/multidirektionales Gewebe.
- Preform-Herstellung — Der Faser-Preform wird mittels Werkzeugen und Vorrichtungen auf eine endkonturnahe Geometrie gebracht, wodurch die Maßhülle und der Faservolumenanteil (typischerweise 35–50 %) des Endbauteils festgelegt werden.
- Matrixverdichtung mittels CVI/CVD — Der Preform wird in einen chemischen Gasphaseninfiltrationsreaktor gegeben. Kohlenwasserstoffgase (Methan, Propan) zersetzen sich bei erhöhter Temperatur und lagern pyrolytischen Kohlenstoff im offenen Porennetzwerk des Faser-Preforms ab. Dieser Zyklus kann mehrmals wiederholt werden, um die Zieldichte zu erreichen.
- Flüssigphasenimprägnierung (Optional / Alternative) — Für bestimmte Qualitäten und Geometrien wird der Preform unter Druck mit Steinkohlenteerpech oder duroplastischem Harz imprägniert und anschließend karbonisiert. Dieser Imprägnier-Karbonisierungszyklus wird wiederholt, um die Porosität schrittweise zu schließen und die Dichte zu erhöhen.
- Karbonisierung — Imprägnierte Preforms werden bei etwa 900–1200 °C in inerter Atmosphäre wärmebehandelt, um das Pech- oder Harzbindemittel zu karbonisieren und es in amorphen Kohlenstoff umzuwandeln.
- Graphitierung — Für Qualitäten, die maximale Wärmeleitfähigkeit und reduzierten elektrischen Widerstand erfordern, wird das Material auf etwa 2500–2800 °C erhitzt, wodurch amorpher Kohlenstoff in eine geordnetere Graphitstruktur umgewandelt wird.
- Verdichtungszyklus — Die Schritte 3–6 können mehrfach wiederholt werden, bis die gewünschte Rohdichte erreicht ist. Höhere Dichten (≥1,85 g/cm³) erfordern mehr Zyklen und längere Bearbeitungszeiten (typischerweise 5–8 Monate für komplexe 3D/4D-Teile).
- Oberflächenbeschichtung (Optional) — SiC- oder PyC-Beschichtungen werden mittels CVD aufgetragen, um die Oxidationsbeständigkeit zu verbessern, die Oberflächenporosität zu reduzieren oder die Reibungs- und Verschleißeigenschaften für tribologische Anwendungen anzupassen.
- Präzisionsbearbeitung & Qualitätskontrolle — Die Endkomponenten werden gemäß den Kundenzeichnungen CNC-bearbeitet. Jedes Teil durchläuft vor dem Versand eine Maßprüfung, Dichteverifizierung und Strukturprüfung.
Anwendungen
Wärmebehandlungs- & Vakuumofenanlagen: Vorrichtungen, Träger, Setzplatten, Heizelemente und Strukturkomponenten der Heizzone, die wiederholten thermischen Zyklen bei Temperaturen über 1200 °C standhalten müssen, während sie ihre Dimensionsstabilität bewahren und die Kontamination der bearbeiteten Teile minimieren.
Halbleiterfertigung: Suszeptoren, Waferträger und Prozesskammerkomponenten, die ultrahohe Reinheit, Dimensionsstabilität bei Prozesstemperaturen und Beständigkeit gegenüber halogenhaltigen Atmosphären erfordern, wie sie beim Silizium- und SiC-Kristallwachstum auftreten.
Luft- und Raumfahrt- & Verteidigungsstrukturen: Raketendüsen, Hitzeschutzkomponenten für Wiedereintrittsfahrzeuge, Vorderkantenstrukturen und Feststoffraketenmotorkomponenten — wo hohe Strukturfestigkeit, minimale Bauteilmasse und Ablationsbeständigkeit unter extremem Wärmestrom missionskritisch sind.
Flugzeug- & Industriebremssysteme: Bremsscheiben für Verkehrs- und Militärflugzeuge sowie industrielle Bremssysteme, die die überlegenen Reibungs- und Verschleißeigenschaften von C/C-Verbundwerkstoffen, Gewichtseinsparungen gegenüber Stahl und die Fähigkeit nutzen, auch bei wiederholten Hochenergie-Bremsvorgängen effektiv zu funktionieren.
Solar- & PV-Kristallwachstum: Tiegel-Suszeptoren, Heizkomponenten und strukturelle Stützen in Czochralski- und gerichteten Erstarrungsöfen für das Wachstum von Silizium- und Saphirbarren, wo hohe Wärmeleitfähigkeit, Reinheit und Beständigkeit gegenüber thermischen Zyklen unerlässlich sind.
Stranggießen & Metallurgische Verarbeitung: Gießformen, Düsen und Formkomponenten, die von der Nichtbenetzbarkeit von C/C-Verbundwerkstoffen mit geschmolzenen Metallen, hoher Thermoschockbeständigkeit und Dimensionsstabilität profitieren.
Maschinenbau & PräzisionswerkzeugeFedern, Presswerkzeuge und Strukturbauteile in mechanischen Hochtemperatursystemen, wo die selbstschmierende Oberflächeneigenschaft und die hohe spezifische Steifigkeit von C/C-Verbundwerkstoffen Vorteile gegenüber metallischen Alternativen bieten.
Zugehörige Materialien und Produkte

Isostatischer Graphit

2.5D CFC Kohlenstoff-Kohlenstoff-Verbundwerkstoff
2D CFC Kohlenstoff/Kohlenstoff-Verbundwerkstoff

3D & 4D CFC Kohlenstoffverbundwerkstoff

Kurzfaser (Zufallsfaser) CFK – Carbon-Carbon-Verbundwerkstoff
Kohlenstoff/Kohlenstoff-Chargengestelle für Wärmebehandlung

Kohlenstoff-Kohlenstoff-Verbundtiegel

CFC (Kohlenstoff-Kohlenstoff-Verbundwerkstoff) kundenspezifische Bearbeitung

CFC-Bremsscheibe | C/C-Bremse | Kohlenstoff-Keramik-Bremse

CFC-Profile

CFC-Verbindungselemente

CFC-Heizelemente

CFC-Heißpressmatrizen-Zylinder | C/C-Verbundstoff-Heißpressmatrize

CFC-Federn
Graphit- und Kohlenstoffbauteile für Hochtemperaturöfen