
Экструдированный графит
Экструдированный графит — это специализированная форма синтетического графита, производимая методом непрерывного формования, что делает его оптимальным и экономически эффективным выбором для изготовления длинных однородных графитовых стержней, брусков и труб. В отличие от изостатического графита, он обладает анизотропными свойствами, то есть его механические и термические характеристики превосходят вдоль оси экструзии. Эта направленная прочность в сочетании с высокой плотностью, отличной теплопроводностью и хорошей обрабатываемостью делает экструдированный графит незаменимым для электродов, непрерывного литья, нагревательных элементов и других высокотемпературных промышленных применений.

Спецификация
Экструдированный графит
Экструдированный графит производства Max Graphite предлагает баланс высокой плотности, прочности и тепловых характеристик, подходящий для требовательных условий.
Типовые характеристики марок: Все значения являются типовыми; индивидуальные марки доступны по запросу.
Сертификаты:
Размер
Экструдированный графит
Процесс экструзии превосходно подходит для производства длинных непрерывных стержней. Мы предлагаем широкий ассортимент стандартных и индивидуальных размеров как для сплошных, так и для полых (трубчатых) профилей.
Что такое экструдированный графит?
Экструдированный графит — это тип синтетического (искусственного) графита, характеризующийся анизотропной структурой, который в основном используется для изготовления длинных однородных профилей, таких как стержни, бруски и трубы.
Он производится путем продавливания нагретой пластичной смеси коксового наполнителя и пек-связующего через формообразующую матрицу. Этот процесс выравнивает кристаллы графита вдоль направления экструзии, что приводит к превосходной механической прочности и тепло/электропроводности параллельно волокнам. Перпендикулярно волокнам эти свойства обычно ниже. Это отличает экструдированный графит от изостатического графита, который обладает однородными (изотропными) свойствами во всех направлениях.
Ключевые преимущества включают отличную обрабатываемость, возможность производить очень длинные компоненты и экономически эффективный профиль для применений, выигрывающих от направленной прочности.
Свойства экструдированного графита
- Анизотропная структура: Обеспечивает превосходную механическую прочность и тепло/электропроводность вдоль оси экструзии, идеально подходит для электродов и нагревательных стержней.
- Высокая плотность и прочность: Благодаря контролируемому производству и опциональной пропитке достигается высокая плотность (обычно 1,70–1,80 г/см³) с соответствующей высокой прочностью на сжатие и изгиб.
- Отличная стойкость к термическому шоку: Низкий коэффициент теплового расширения и высокая теплопроводность позволяют ему выдерживать быстрые изменения температуры без растрескивания.
- Хорошая обрабатываемость: Легко фрезеруется, точится и сверлится для создания сложных форм и мелких деталей.
- Высокотемпературная стабильность: Сохраняет структурную целостность и прочность в инертных или восстановительных атмосферах при температурах до 3000°C.
- Химическая инертность: Высокоустойчив к большинству кислот, щелочей и органических растворителей, подходит для агрессивных сред.
Процесс производства экструдированного графита
Производство экструдированного графита — это многоэтапный, точно контролируемый процесс, обеспечивающий высокую плотность и структурную целостность.
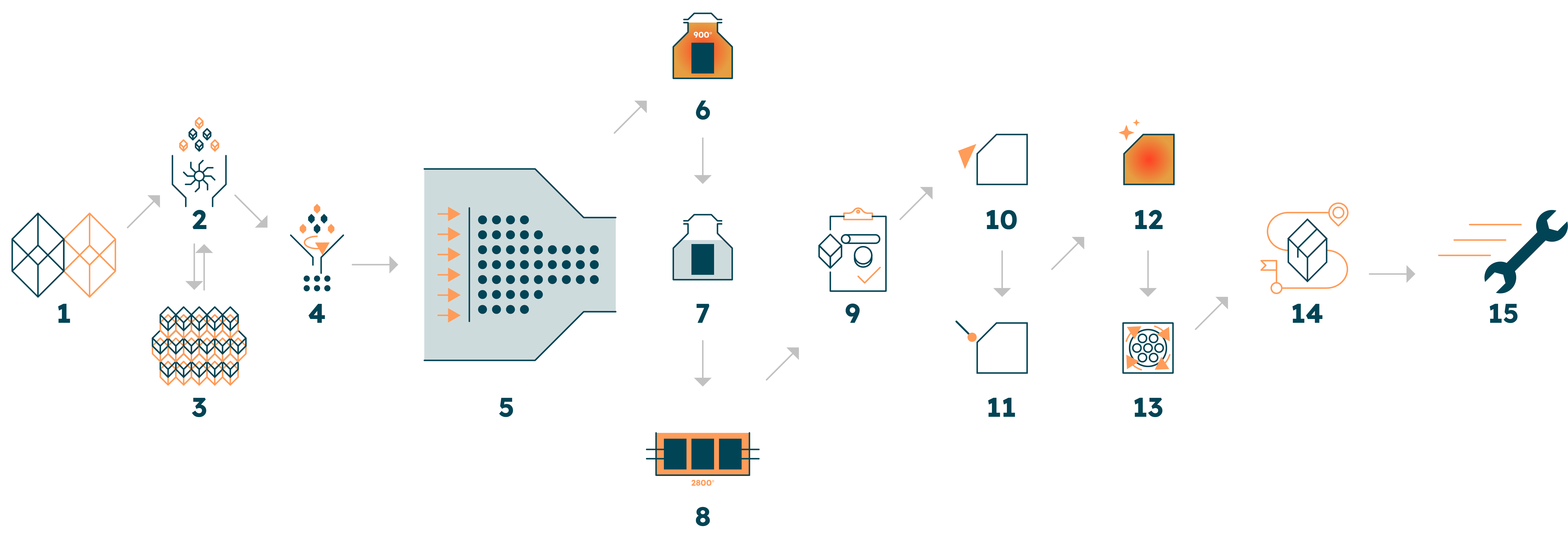
- Подготовка сырья: Высокочистый прокаленный нефтяной кокс или пековый кокс измельчается в мелкий порошок.
- Смешивание и замешивание: Порошок смешивается со связующим из каменноугольного пека при повышенной температуре для образования однородной пластичной пасты.
- Экструзия: Нагретая паста продавливается через матрицу желаемой формы (круглая, квадратная и т.д.) с помощью гидравлического пресса. Это выравнивает частицы графита, создавая анизотропную структуру.
- Обжиг (карбонизация): «Сырая» экструдированная заготовка медленно обжигается до ~1000°C в инертной атмосфере, превращая связующее в твердый коксовый углерод, который связывает частицы.
- Пропитка (опционально): Для достижения более высокой плотности обожженный блок может быть повторно пропитан пеком под вакуумом и снова обожжен. Этот цикл может быть повторен.
- Графитизация: Последний этап включает нагрев материала до 2600–3000°C, превращая аморфный углерод в кристаллический графит. Это значительно улучшает тепло- и электропроводность, а также химическую стабильность.
Применение
Графитовые электроды: Проводящие графитовые стержни, используемые для плавки стального лома в электродуговых печах.
Графитовый ротор и вал: Высокотемпературные компоненты для дегазации и перемешивания расплавленного алюминия в литейных цехах.
Металлургия и литейное производство
- Непрерывное литье: Формы, сопла и питающие трубки, использующие превосходную термостойкость и несмачиваемость расплавленным металлом.
- Нагревательные элементы и детали печей: Стержни и трубки, используемые в качестве резистивных нагревательных элементов в вакуумных печах и печах с инертной атмосферой.
Полупроводники и фотовольтаика (PV): Системы нагрева, опоры для тиглей и конструкционные элементы в печах для выращивания кристаллов кремния и других полупроводников.
Химическая промышленность: Трубки теплообменников и компоненты реакторов, где требуются высокая коррозионная стойкость и теплопроводность.
Сопутствующие материалы и товары
Мы поставляем экструдированный графит в виде полуфабрикатов и прецизионно обработанных готовых компонентов.

Изостатический графит

Вибрированный графит

Формованный графит

Графитовый блок

Графитовая пластина

Графитовый стержень

Графитовый цилиндр

Кусковой графит

Графитовые тигли

Графитовые формы для литья под давлением

Графитовая труба