
MaxGraphite Formgepresster Graphit
Kostengünstige Graphitteile von gleichbleibender Qualität. Entwickelt für komplexe Geometrien und die Großserienfertigung – bietet hervorragende Dimensionsstabilität, Thermoschockbeständigkeit und reproduzierbare Leistung zu einem wettbewerbsfähigen Preis.

Spezifikation von
Formgraphit
Unser Formgraphit ist für hohe Leistungen in anspruchsvollen thermischen und mechanischen Umgebungen konzipiert.
Typische Gütespezifikationen: Alle Werte sind typisch; kundenspezifische Güten auf Anfrage erhältlich.
Zertifizierungen:
Größe von
Formgraphit
Das Formpressen ermöglicht die Herstellung komplexer, endkonturnaher Bauteile mit ausgezeichneter Maßhaltigkeit.
Was ist Formgraphit?
Formgraphit ist eine kostengünstige Alternative zu isostatischem Graphit, hergestellt durch das Verpressen von Graphitpulver mit Bindemitteln in einer Präzisionsform unter uniaxialem Druck. Dieser effiziente Herstellungsprozess ermöglicht sowohl die Klein- als auch die Großserienfertigung komplexer, endkonturnaher Bauteile mit ausgezeichneter Maßhaltigkeit.
Obwohl Formgraphit typischerweise eine gröbere Korngröße und geringere mechanische Festigkeit als isostatischer Graphit aufweist, bietet er in vielen anspruchsvollen Anwendungen eine zuverlässige Leistung. Seine gute thermische und elektrische Leitfähigkeit, kombiniert mit hoher Temperaturbeständigkeit und Thermoschockbeständigkeit, macht ihn gut geeignet für Ofenkomponenten, Tiegel und Werkzeuge zur Metallverarbeitung.
In den letzten Jahren sind die Produktionskosten für isostatischen Graphit gesunken, wodurch sich die Kostendifferenz verringert hat. Dennoch wird Formgraphit von Kunden bevorzugt, die seine gleichbleibende Qualität und Chargenkonstanz für spezifische Anwendungen schätzen.
Hinweis: MaxGraphite verwendet ein reines isostatisches Pressverfahren ohne vorherigen Formgebungsschritt – was zu einer höheren Isotropie, besseren Produktstabilität und größerer Chargenkonsistenz bei unseren isostatischen Graphitprodukten führt. Für Anwendungen, die höchste Gleichmäßigkeit erfordern, entdecken Sie unser Isostatischer Graphit Sortiment.
Eigenschaften von Formgraphit
- Kostengünstige Produktion: Ideal für mittlere bis hohe Stückzahlen – endkonturnahes Formen reduziert Materialabfall und Bearbeitungszeit.
- Hohe mechanische Festigkeit: Ausgezeichnete Druck- und Biegefestigkeit für langlebige Vorrichtungen und Bauteile unter Belastung.
- Gute Dimensionsstabilität: Behält Form- und Größenpräzision bei thermischer Wechselbeanspruchung – entscheidend für Werkzeuge und Formen.
- Ausgezeichnete Thermoschockbeständigkeit: Geringe Wärmeausdehnung und gute Wärmeleitfähigkeit ermöglichen schnelles Erhitzen und Abkühlen ohne Rissbildung.
- Hochtemperaturbeständigkeit: Stabil in inerten oder Vakuumatmosphären bis zu 3000 °C; oxidationsbeständig bis ca. 500 °C an Luft.
- Gute Bearbeitbarkeit: Kann präzise geschliffen, gebohrt und auf Endmaße mit feinen Oberflächengüten geschnitten werden.
- Anisotropes Verhalten: Zeigt leicht unterschiedliche Eigenschaften parallel vs. senkrecht zur Pressrichtung – kann für spezifische Anwendungen angepasst werden.
Herstellungsprozess von Formgraphit
Der Formgraphit-Prozess ist auf Präzision und Wiederholbarkeit bei der Herstellung komplexer Formen ausgelegt.
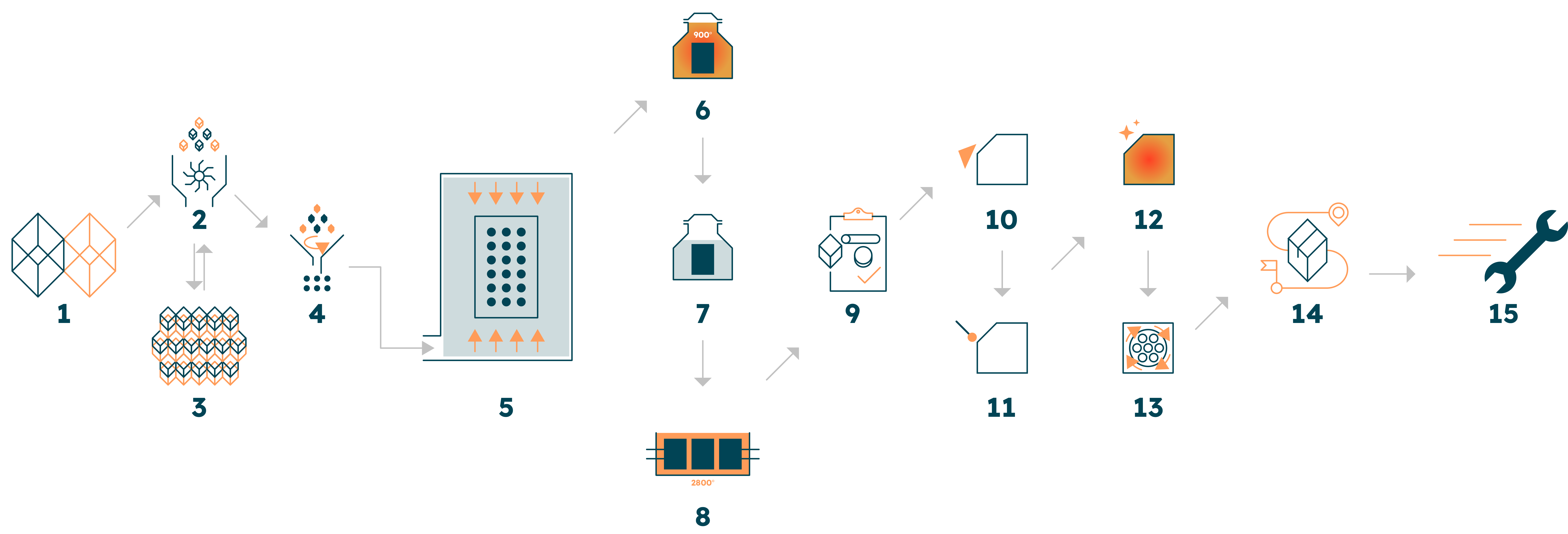
- Mischen & Vermengen: Eine präzise Mischung aus kalziniertem Petrolkoks (Füllstoff) und Steinkohlenteerpech (Bindemittel) wird erhitzt und gemischt, um eine homogene, plastische Masse zu bilden.
- Vorformen & Abkühlen: Die Mischung wird abgekühlt, zerkleinert und gesiebt, um ein rieselfähiges „Vorform“-Granulat zu erzeugen.
- Formgebung: Das Granulat wird in eine Präzisionsstahlmatrize eingefüllt. Eine hydraulische Presse übt uniaxialen Druck (typischerweise 50–150 MPa) aus, wodurch das Material mit hoher Maßgenauigkeit zu seinem „Grünkörper“ verdichtet wird.
- Brennen (Karbonisierung): Die Grünkörper werden langsam auf etwa 1000 °C in einer Schutzatmosphäre gebrannt, wobei das Pechbindemittel in eine feste Koks-Kohlenstoff-Matrix umgewandelt wird.
- Imprägnierung (Optional): Für eine höhere Dichte werden die Teile einer Pechimprägnierung unter Vakuum unterzogen und erneut gebrannt. Dieser Zyklus kann wiederholt werden.
- Graphitierung: Die Teile werden in einem Acheson-Ofen auf 2600–3000 °C erhitzt, wodurch der Kohlenstoff in kristallinen Graphit umgewandelt und alle wichtigen Eigenschaften verbessert werden.
- Reinigung & Bearbeitung: Abschließende Hochtemperaturreinigung (für hochreine Qualitäten) und Präzisionsbearbeitung zur Erfüllung exakter Spezifikationen.
Anwendungen
Edelmetallschmelzen
Hochreine Graphittiegel zum Schmelzen von Gold, Silber und anderen Edelmetallen mit langer Lebensdauer.
Photovoltaik (PV)
Tiegel, Heizelemente und Isolationskomponenten für CZ-Öfen in Siliziumkristallwachstumsprozessen.
Industrielle Vakuumöfen
Halterungen, Schienen, Sinterplatten und Heizelemente für Hochtemperatur-Vakuumofenanwendungen.
Metallverarbeitung
Matrizen für das Warmpressen, Stranggussdüsen und Komponenten für das Schmelzen von Nichteisenmetallen.
Chemie & Luft- und Raumfahrt
Dichtungen, Lager und Halterungen, die chemische Inertheit und thermische Stabilität in anspruchsvollen Umgebungen erfordern.
Zugehörige Materialien und Produkte
Wir liefern eine breite Palette an Standard- und kundenspezifisch geformten Graphitprodukten, die alle präzisionsgefertigt nach Ihren Vorgaben sind.

Isostatischer Graphit

Vibrationsgraphit

Extrudierter Graphit

Graphitblock

Graphitbrocken

Graphitzylinder

Graphittiegel

Graphitplatte

Graphit-Heizelemente

Graphit-Druckgussformen

Graphitstab

Graphitrohr