
How Graphite Components Influence Silicon Carbide Crystal Quality

Why SiC Crystal Growth Depends on High-Performance Graphite
Silicon carbide is one of the most widely adopted wide-bandgap semiconductor materials, used extensively in electric vehicle power modules, photovoltaic inverters, and high-frequency RF devices. Unlike conventional silicon, SiC cannot be grown from a melt using methods such as Czochralski pulling. Instead, the industry relies primarily on physical vapor transport (PVT), also known as the modified Lely method.
PVT growth takes place at temperatures typically exceeding 2000°C under reduced pressure. SiC source powder sublimes at the bottom of a graphite crucible, and the vapor species migrate upward to recrystallize on a seed crystal mounted at the top. The graphite crucible serves simultaneously as the material container, the susceptor for induction heating, and the primary structure defining the thermal field. As a result, the thermal conductivity, coefficient of thermal expansion (CTE), purity, and mechanical integrity of the graphite material directly affect temperature uniformity and process controllability — both of which govern crystal quality.
How Graphite Components Function Inside a PVT Growth System
Within a typical PVT furnace, graphite components form the structural backbone of the entire hot zone. The primary elements include the following.
The graphite crucible is the most critical component. It contains the SiC powder charge, couples with the induction coil to generate heat, and its wall thickness, density, and thermal conductivity distribution define the radial and axial temperature gradients essential for controlled crystal growth.
Internal guide structures — such as graphite guide tubes or growth-channel assemblies — are often installed inside the crucible. These components form a defined channel between the crucible wall and the crystal growth front, constraining the radial boundary of crystal expansion and directing vapor transport. A common configuration uses a graphite cylinder lined with arc-shaped graphite plates that together form a cylindrical growth channel, guiding the crystal into a regular boule shape.
Insulation components — including graphite felt sleeves and thermal shields — maintain overall thermal stability by minimizing heat loss from the crucible assembly.
All of these graphite parts operate continuously above 2000°C in a strongly reducing atmosphere, placing stringent demands on thermal resistance, chemical inertness, and dimensional stability over extended growth runs.
The Thermal Stress Challenge at Crystal Edges
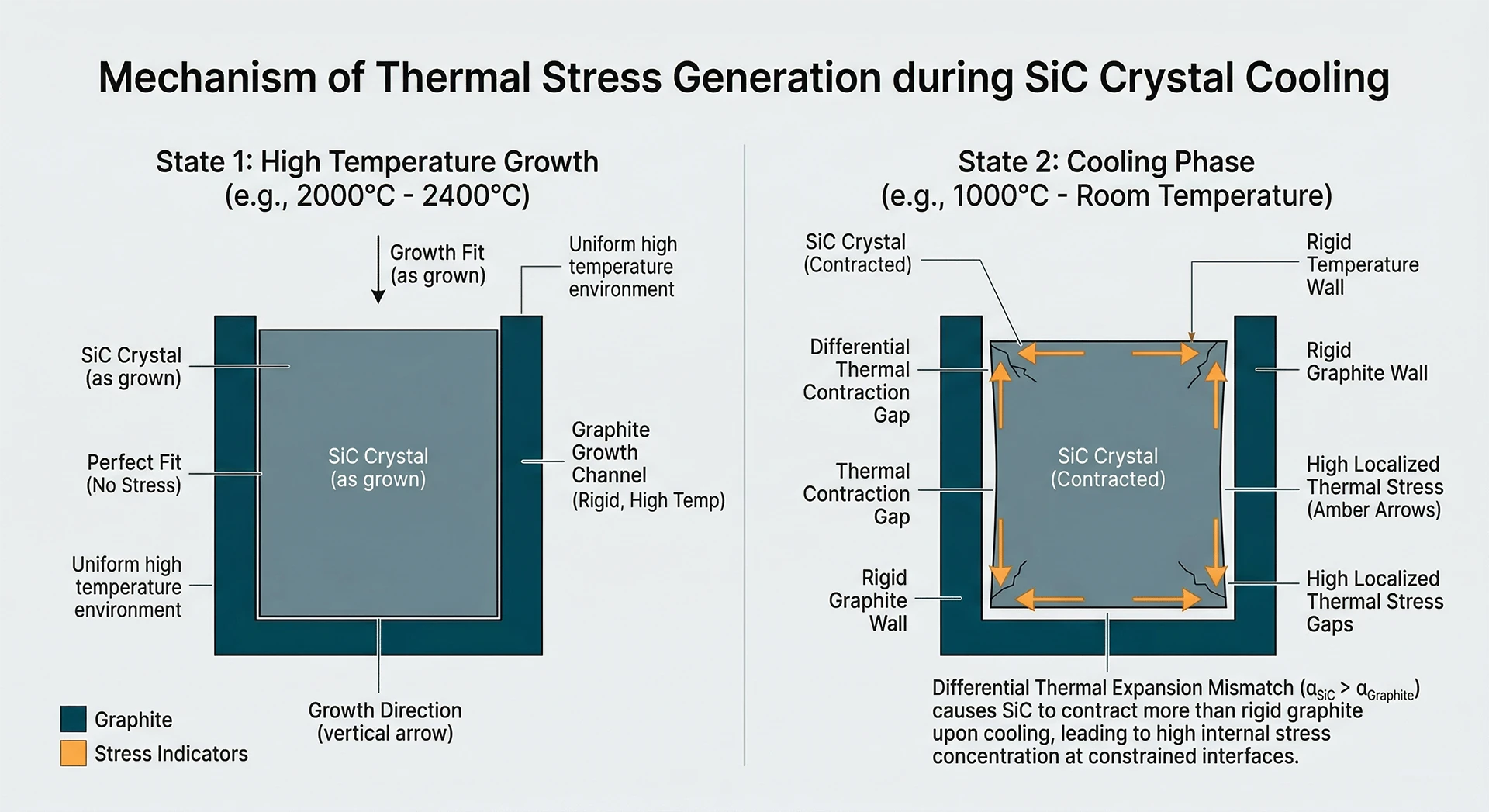
The growth phase itself places high demands on graphite component performance, but a critical and sometimes underestimated stage is the post-growth cool-down.
When growth is complete and the system begins to cool, both the SiC crystal and the surrounding graphite components undergo thermal contraction. The challenge lies in the mismatch between their respective coefficients of thermal expansion. SiC single crystal has a CTE of approximately 4–5 × 10⁻⁶/K, while high-purity fine-grain graphite typically falls in the range of 3–5 × 10⁻⁶/K depending on grade and orientation. More importantly, the rigid graphite walls of the growth channel do not yield as the crystal contracts — the channel retains its high-temperature dimensions while the crystal shrinks inward.
This mechanical constraint generates significant thermal stress concentrated at the crystal edges. When the stress exceeds a critical threshold, dislocation density in the edge region increases sharply, creating a damage zone that can extend several millimeters inward from the crystal perimeter. For SiC substrates targeting low defect density, this means a measurable portion of the crystal edge may be unusable, reducing effective wafer area and increasing unit cost.
This issue is well recognized across the SiC crystal growth community and remains one of the focal points in ongoing yield optimization efforts.
Adaptive Graphite Assemblies — An Emerging Design Approach
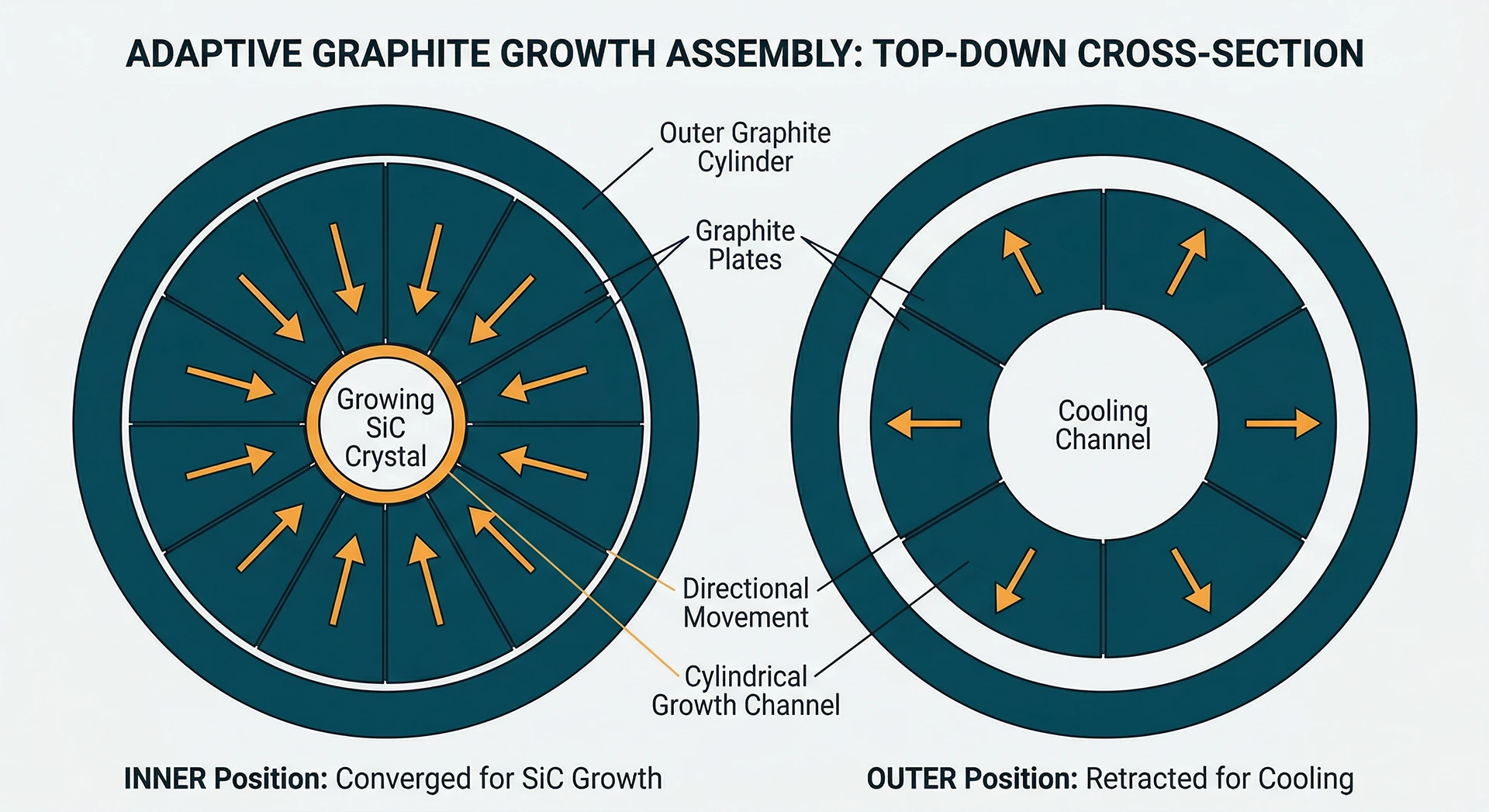
To address cooling-phase edge stress, the industry is exploring several strategies. One notable direction involves designing growth-channel assemblies with built-in dimensional adaptability — graphite structures that can adjust their internal geometry in response to temperature changes.
The underlying principle relies on differential thermal expansion. Within a graphite cylinder body, multiple arc-shaped graphite plates are arranged circumferentially, their inner surfaces collectively forming the cylindrical growth channel. Each plate is connected to the cylinder wall through a telescoping mechanism that incorporates an expansion element with a CTE significantly higher than both graphite and SiC.
At growth temperature — above 2000°C — the high-CTE elements expand fully, pushing the graphite plates inward via connecting rods to form a tightly closed cylindrical channel. The crystal grows within this well-defined boundary. When growth ends and the system cools, the high-CTE elements contract faster than the surrounding graphite and the crystal itself, pulling the plates outward and actively separating the channel walls from the crystal edge.
The result is that the crystal is no longer mechanically constrained during cool-down. It contracts freely, and edge stress is substantially reduced — along with the associated dislocation formation.
Practical implementation of this concept requires careful attention to sealing. Gaps between adjacent graphite plates must be bridged by graphite shielding pieces to prevent vapor leakage. The cavity housing the expansion mechanisms needs to be isolated from the growth atmosphere to avoid contamination. Surfaces facing the growth zone typically require protective coatings — such as pyrolytic carbon or tantalum carbide — to prevent direct reaction between graphite and the SiC vapor environment.
This design direction represents a broader trend: graphite components evolving from passive structural elements into active, functionally responsive parts. It also raises new demands on the graphite material itself — the channel-facing plates require excellent surface finish and dimensional precision, while the mounting seats and connecting rods within the telescoping mechanism must maintain reliable mechanical performance and sliding-fit accuracy at extreme temperatures.
What This Means for Graphite Material Selection
Whether the application involves conventional fixed crucible assemblies or next-generation adaptive growth components, the performance of the graphite material itself remains the foundation for reliable operation. For SiC crystal growth applications, several material properties carry particular weight.
Purity. SiC crystals are highly sensitive to metallic contamination. Trace levels of iron, nickel, titanium, and other metals can diffuse through graphite walls into the growth atmosphere, causing electrical property anomalies or micropipe defects in the crystal. Ash content below 5 ppm is widely regarded as the baseline requirement for graphite used in SiC growth environments.
Grain size and microstructural uniformity. Fine-grain and ultra-fine-grain isostatic graphite provides a more homogeneous microstructure, delivering more consistent thermal conductivity and thermal expansion behavior across the component. This uniformity is critical for PVT processes that depend on precise temperature field control.
Isotropy. Isostatically pressed graphite exhibits minimal directional variation in physical properties. This helps reduce localized thermal stress caused by anisotropic expansion, extending component service life through repeated thermal cycles.
Mechanical strength and thermal shock resistance. Growth components endure repeated heating and cooling cycles. The graphite must provide sufficient flexural strength and thermal shock resistance to prevent cracking and fragmentation over the course of its operational lifetime.
For adaptive assemblies in particular, the friction characteristics and dimensional stability of graphite at elevated temperatures become additional selection criteria, as the precision of sliding interfaces directly governs the reliability of the retraction mechanism.
Let's talk
Max Graphite supplies high-purity, fine-grain isostatic graphite engineered for semiconductor crystal growth hot-zone applications. To discuss graphite grades and specifications suited to your SiC growth environment, contact our technical team.

Why Dimensional Accuracy in Machined Graphite Components Matters — and How It's Verified

Max Graphite: Vertically Integrated Graphite Manufacturer in China
